




Bảng màu và chất liệu áo thun cổ tròn
- Mã sản phẩm: 18
- Giá : Liên Hệ
- Trong nguyên liệu để sản xuất áo thun có rất nhiều loại vải cũng như có rất nhiều màu khác nhau. Bảng trên đây là tên một số màu mà bạn có thể chọn
Bảng màu trong hình bạn thấy đa số đều có sẵn với nhiều chất liệu như: Vải cá sấu, vải cá mập, vải thun trơn, thun lạnh, hai da, vảy cá, TC (TiCi), vải TC 65/35, Vải cotton 100%, thun mè, sẹc xây, Poly thái...Có một số loại vải khi may cũng như trong quá trình sản xuất bạn cần đặt số lượng từ 50 cái trỏ lên, còn lại bạn có thể làm số lượng ít 20 cái theo yêu cầu, và giao hàng theo địa chỉ (tphcm) của bạn. Vấn đề logo và thiết kế cũng vậy, đối với đơn hàng lẻ từ 50 cái trở xuống bạn không cần làm mẫu, đối với số lượng lớn bên mình sẽ tiến hành mẫu cho bạn cần. Trên đây là giới thiệu cho bạn sơ liệu thành phần để sắp xếp đơn hàng và tiến hành làm áo thun cổ tròn cũng như may áo thun cổ trụ.
Dưới dây mình sẽ hướng dẫn các bạn sửa chữa máy may một kim ở nhà nếu bạn là thợ may để khắc phục những lỗi nhỏ mà bạn có thể tự điều chỉnh được.
Mình hướng dẫn các bạn trên máy may JuKi đây là loại máy được sử dụng nhiều nhất trên thị trường các máy khác đa số bạn cũng có thể sửa chữa tương tự.
MÁY MAY JUKI MỘT KIM
A. Đặc tính kỹ thuật
- Thực hiện mũi may thắt nút, mũi may đạt được 5mm.
- Máy có tốc độ cao từ 5000 - 5500 mũi/phút.
- Sử dụng động cơ 400w, điện 1 pha ( Điện dân dụng).
- Máy có cơ cấu điều chỉnh mũi may và lại mũi.
- Máy có hệ thống bơm dầu tự động.
QUY TRÌNH HIỆU CHỈNH MÁY
1. Hiệu chỉnh bộ tạo mũi
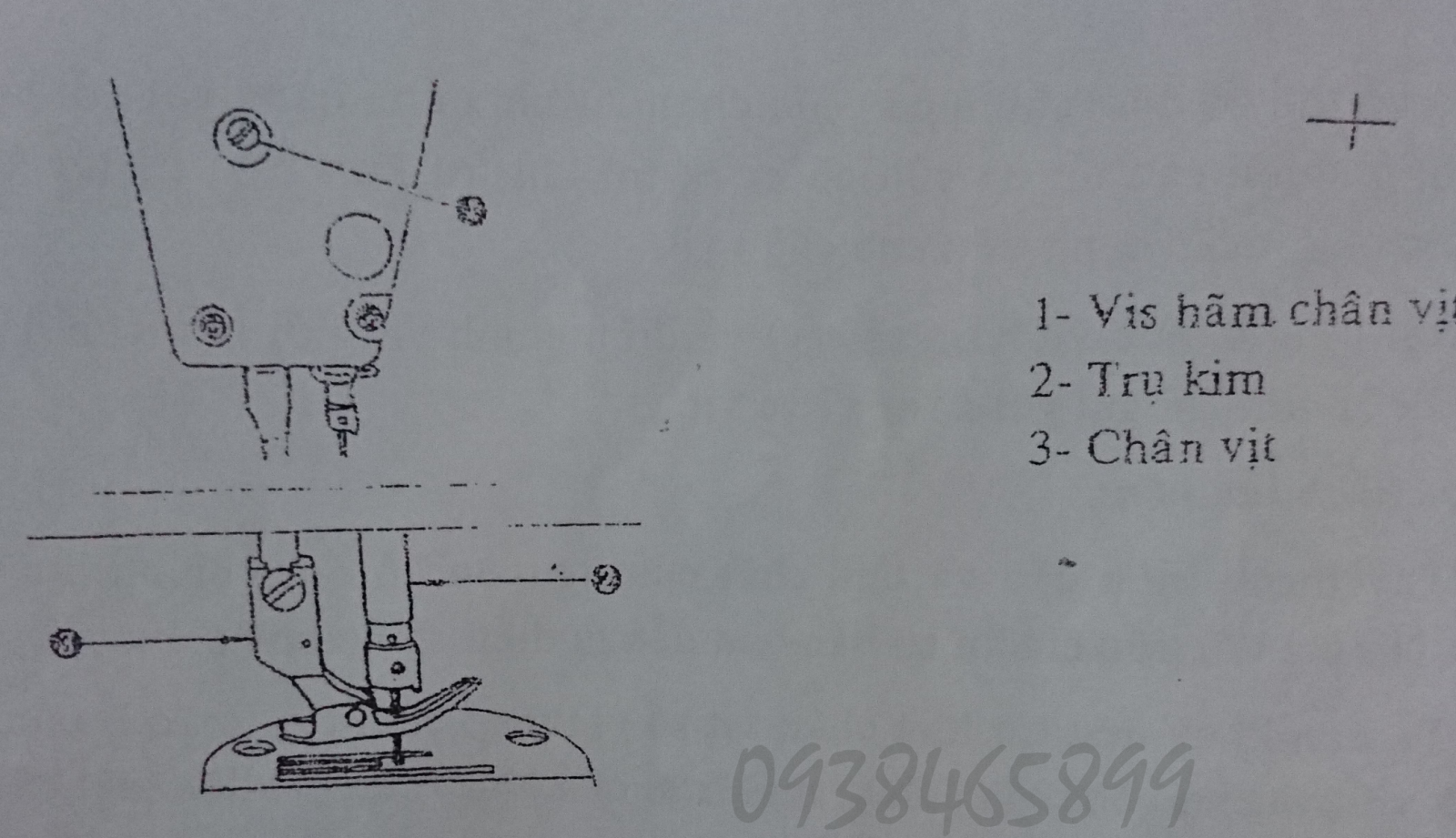
Điều chỉnh vị trí trụ kim
- Điều chỉnh vị trí trụ kim theo 2 cách:
1.1. Lấy theo vạch:
a, Dùng kim đúng chủng loại DB x1#9#8
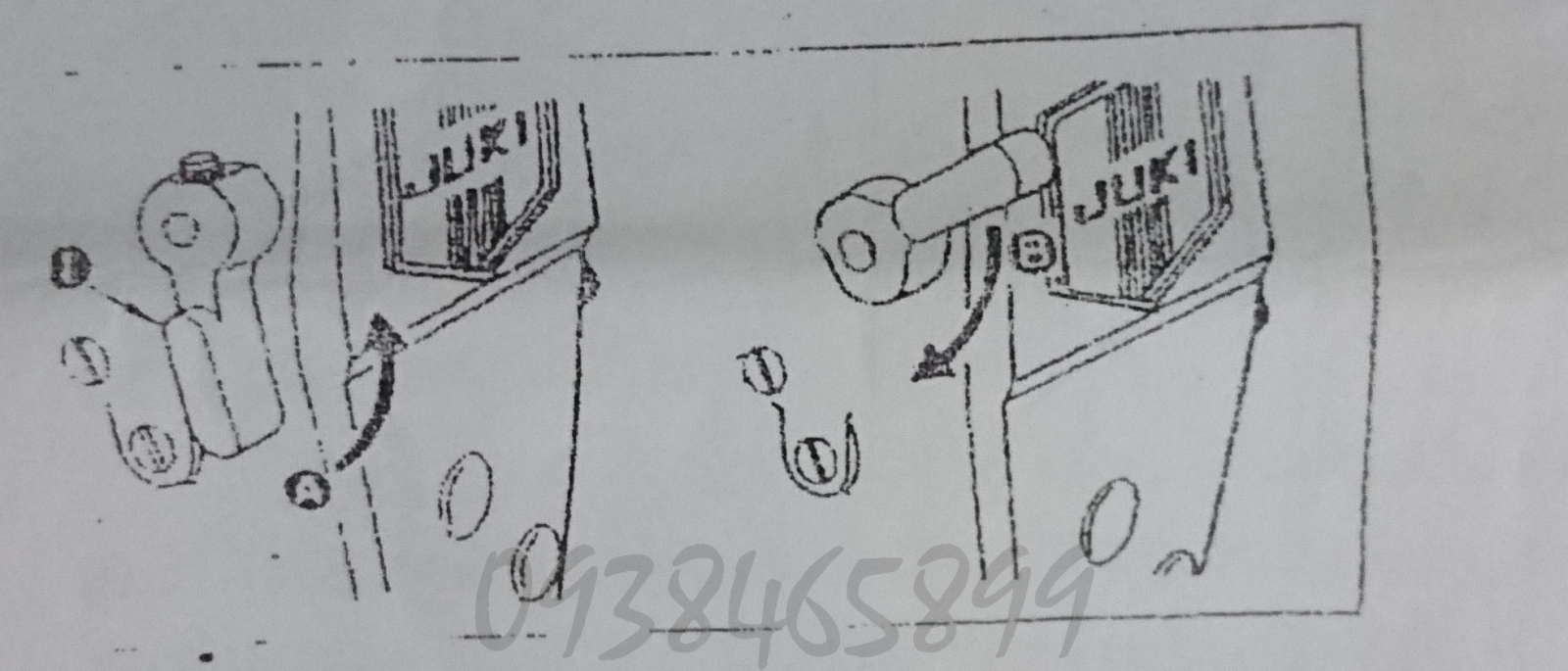
- Trên trụ kim (2) có hai vạch dấu A và B.
- Lắp kim hết đốc vào trụ kim (2) rồi xiết chặt vít giữ kimlaij.
- Quay puly theo chiều máy chạy khi kim xuống vị trí tận cùng dưới nới lỏng vít hãm khóa kẹp trụ kim (1) xê dịch trụ kim (2) sao cho vạch trên (A) trùng với mép dưới ống bạc trụ kim (3) rồi xiết chặt vít (1) lại.
b, Dùng kim DA x1 thì cách lấy chiều sâu kim cũng tương tự như trên nhưng ta phải sử dụng 2 vạch C và D, khi kim xuống tận cùng dưới ta dùng vạch C.
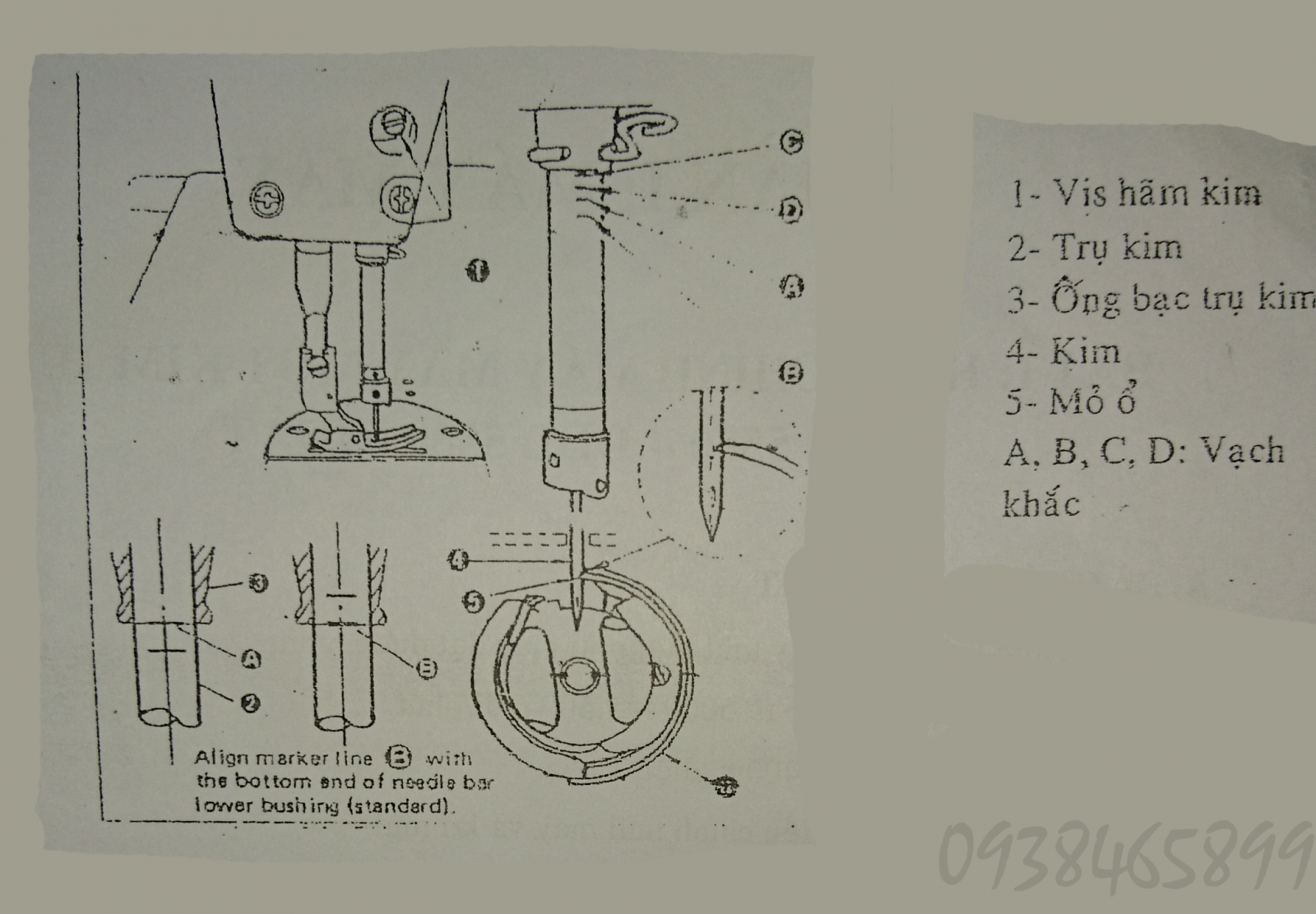
Lưu ý: Sau khi điều chỉnh vị trí trụ kim cao thấp xong ta xoay trụ kim cho vít hãm vuông góc với đường may về bên phải.
1.2 Lấy theo ruột ổ:
- Chọn kim đúng chủng loại sử dụng, lắp kim hết đốc vào trụ kim.
- Khi kim xuống tận cùng dưới, ta điều chỉnh sao cho mép trên lỗ kim ngang bằng mép trong ruột ổ.
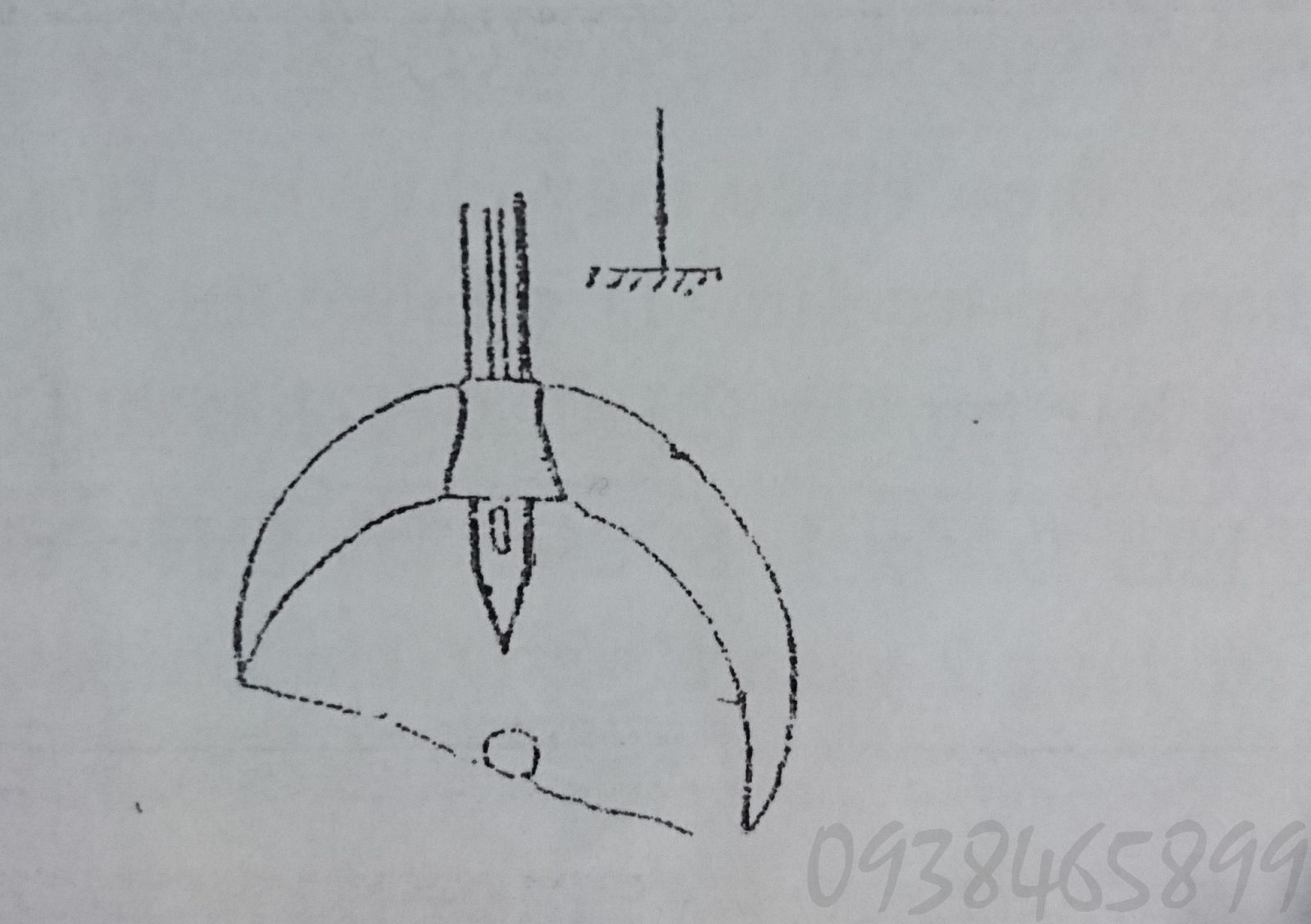
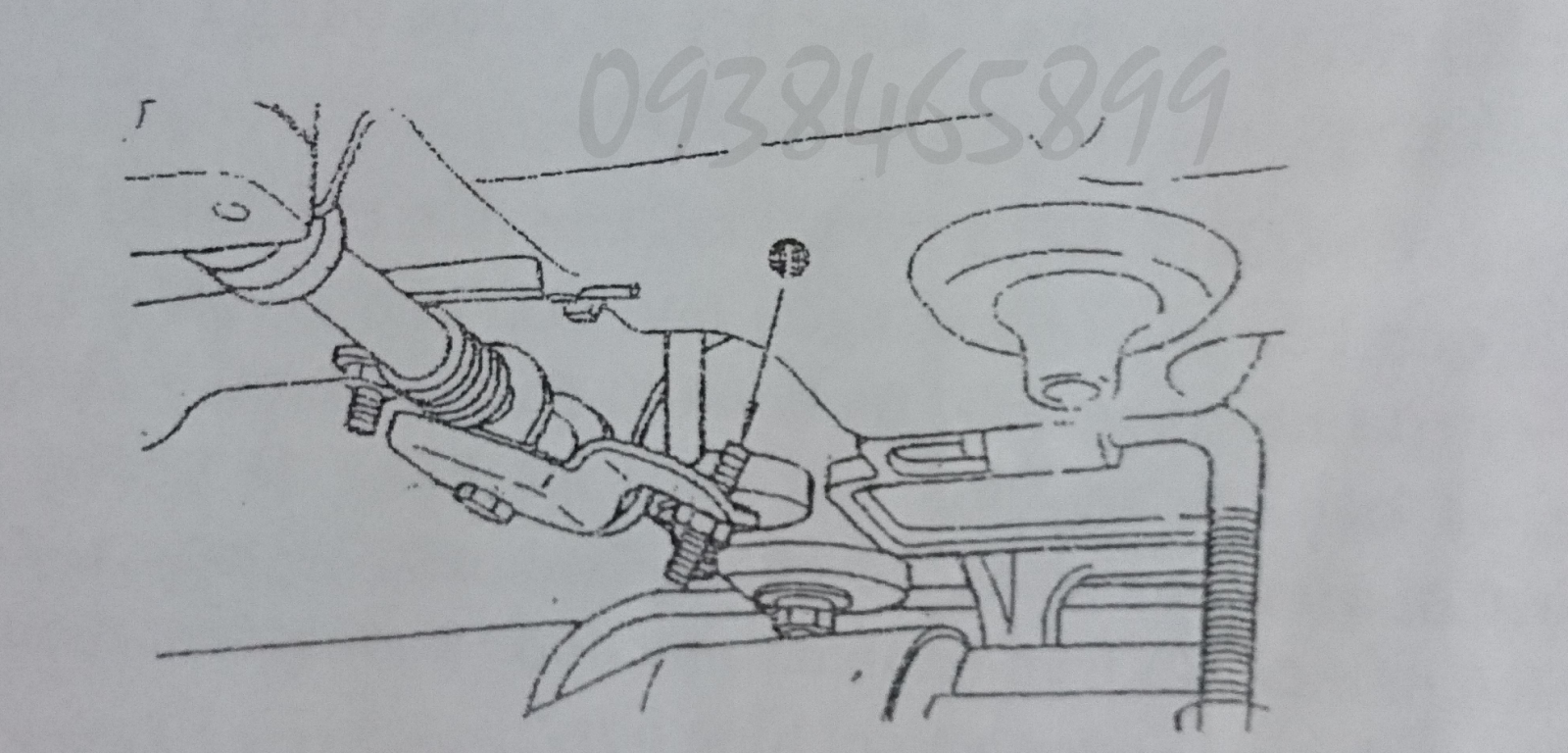
2. Điều chỉnh bước đi của kim so với mỏ ổ.
- Nới lỏng 2 vít hãm ổ, quay puly theo chiều máy chạy cho kim rút lên dần đến khi vạch dưới B trùng với mép dưới bạc trụ kim (3).
- Giữ nguyên vị trí này ta xoay vỏ ổ sao cho mỏ ổ (5) trùng với tâm kim (4) và chỉnh luôn khe hở giữa phần vát của kim và mỏ ổ là 0,05 - 0,1mm sau đó siết chặt 2 vít hãm ổ lại.
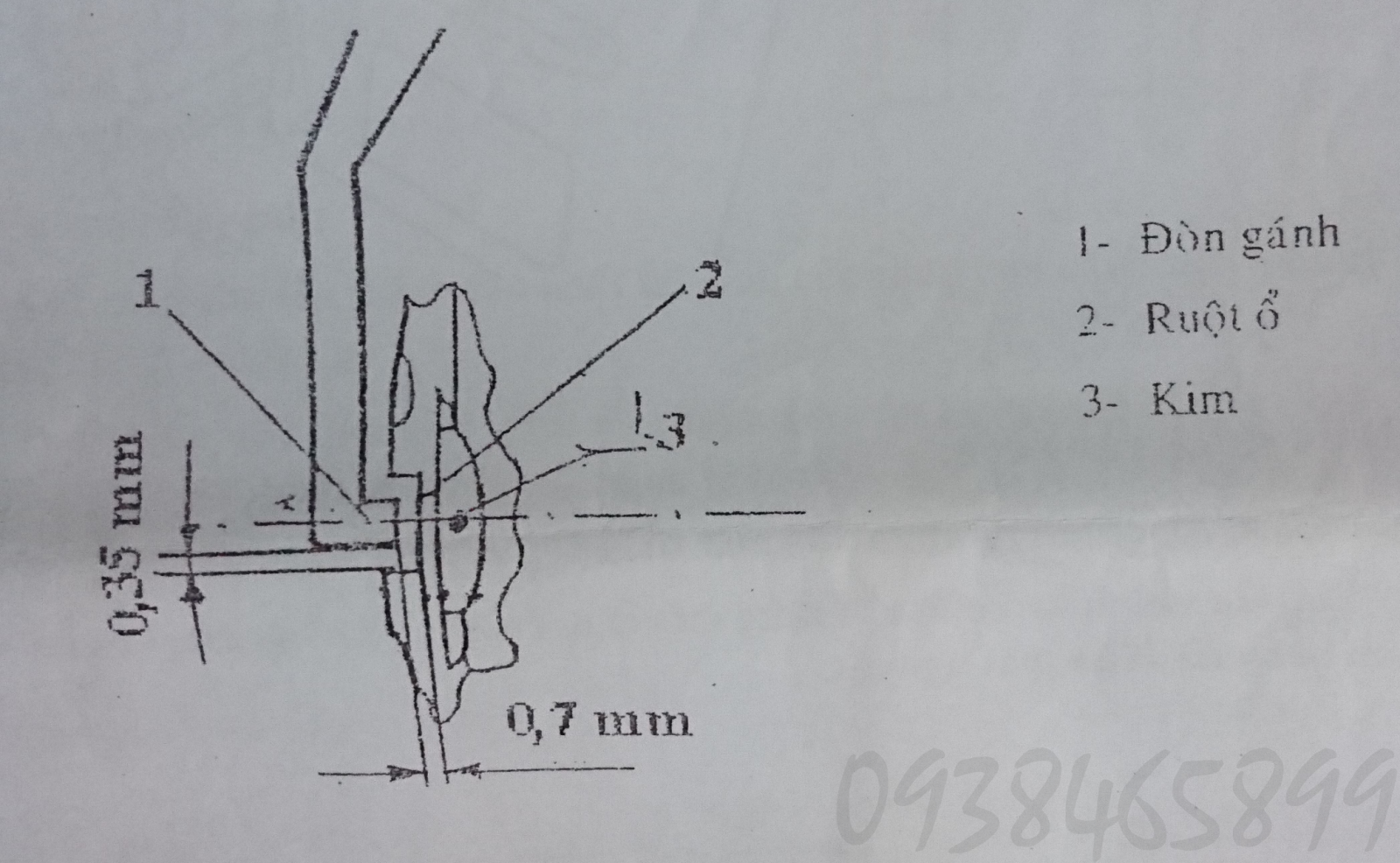
3. Điều chỉnh đòn gánh.
3.1 Cân bằng kim và lỗ ô van ruột ổ:
Điều chỉnh sao cho khi kim chuyển động lên xuống không chạm vào 2 thành ruột ổ.
3.2 Khe hở giữa đầu mấu đòn gánh nằm trong rãnh ruột ổ:
II. HIỆU CHỈNH CƠ CẤU CHUYỂN ĐẨY NGUYÊN LIỆU
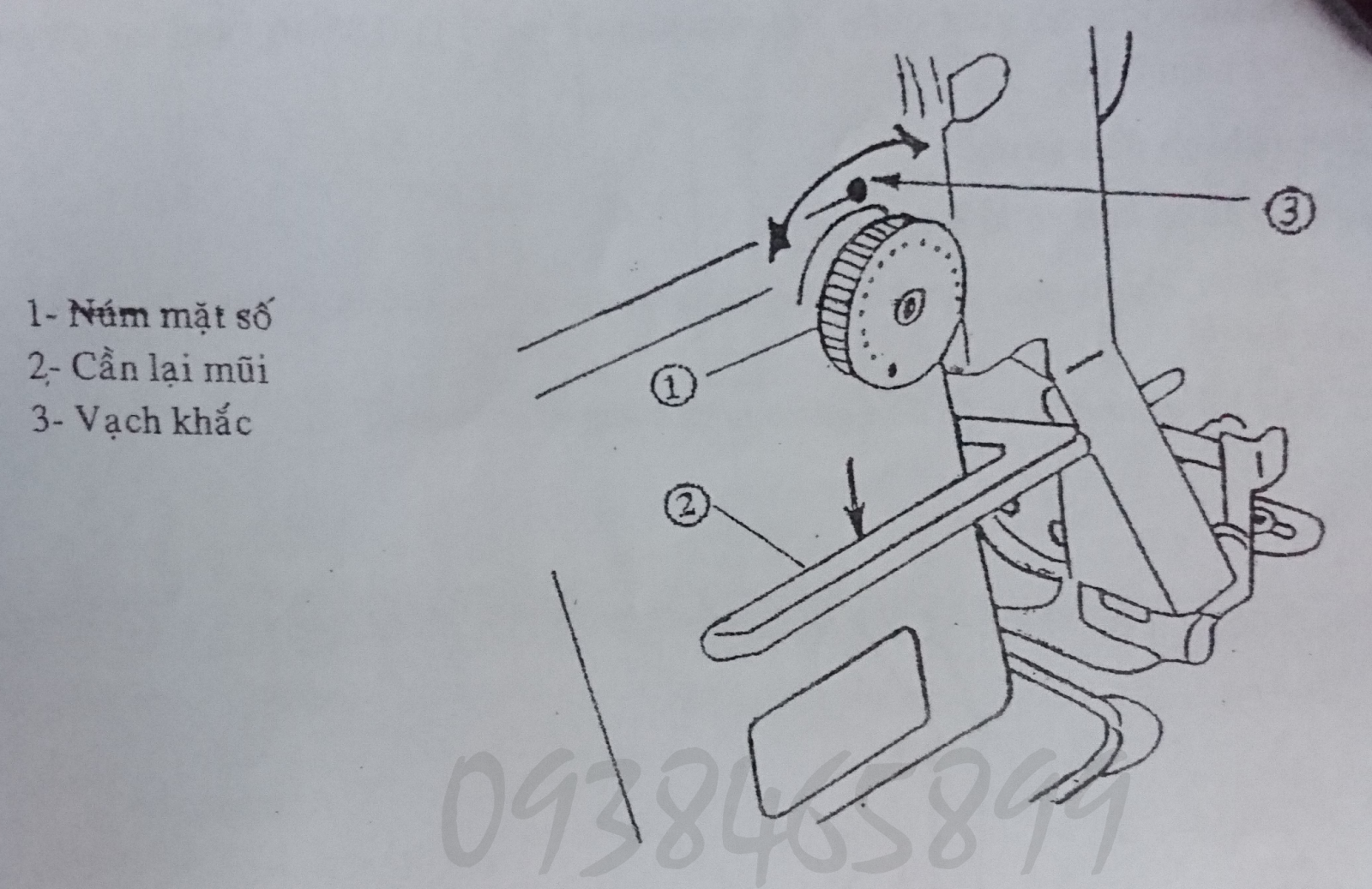
1. Điều chỉnh chiều dài mũi may:
1. Xoay núm mặt số (1) theo chiều mũi tên cho con số yêu cầu tới trùng với dấu chấm (A)
2. Con số ghi trên mặt núm tính bằng đơn vị milimet
3. Khi muốn giảm chiều dài mũi may, ta nhấn cần lại mũi (2) xuống và giữ ở vị trí đó, rồi mới xoay núm (A).
2. Điều chỉnh răng cưa:
2.1 Cân bằng chiều ngang răng cưa và mặt nguyệt a=b
Điều chỉnh sao cho khi răng cưa chuyển động không được chạm vào những cạnh bên của rãnh mặt nguyệt.
2.2 Cân bằng chiều dọc răng cưa và mặt nguyệt c=d
Với bước đẩy lớn nhất theo chiều dọc răng cưa không được chạm vào 2 cạnh đầu rãnh mặt nguyệt và cách đều 1 đoạn c=d
2.3 Chiều cao răng cưa
- Khi răng cưa lên ddiemrr cao nhất thì đỉnh của răng cưa cách mặt phẳng mặt nguyệt (b) từ 0,5 - 0,8mm.
- Tuy nhiên, tùy theo tính chất và chiều dày của nguyên liệu ta có thể điều chỉnh chiều cao của răng cưa từ 0,8 - 1mm.
- Ta điều chỉnh bằng cách nới lỏng vít (2) đưa đế nâng (1) lên hay xuống sao cho đạt yêu cầu.
3. Điều chỉnh bước đi của răng cưa so với kim
- Khi mũi kim xuống đến mặt phẳng mặt nguyệt thì đỉnh của răng cưa cũng hạ xuống ngang bằng mặt phẳng mặt nguyệt.
- Tuy nhiên tùy theo nguyên liệu may, ta có thể điều chỉnh sao cho khi kim xuống chạm vào mặt nguyên liệu, lúc đó răng cưa đang đi xuống và cách mặt trên của mặt nguyệt từ 0,1 - 0,5 mm.
- Ta điều chỉnh bằng cách nới lỏng 2 vis hãm cam đẩy và xoay cam theo chiều máy chạy sao cho đạt thông số kỹ thuật của răng cưa rồi xiết chặt 2 vis hãm cam đẩy lại.
4. Điều chỉnh cơ cấu nén ép nguyên liệu:
4.1 Điều chỉnh vị trí chân vịt so với kim:
Khi kim chuyển động không chạm vào chân vịt và cách đều 2 mép chân vịt.
- Nới lỏng vis (1)
- Xoay chân vịt (3) sao cho rãnh chân vịt trùng lỗ mặt nguyệt
- Xiết chặt vít (1)
4.2. Điều chỉnh chiều cao chân vịt
+ Nâng bằng tay
Khoảng cách mặt dưới chân vịt đến mặt phẳng mặt nguyệt là 5,5mm khi ta nâng chân vịt bằng tay.
- Xê dịch khóa kẹp trụ chân vịt lên hoặc xuống để giảm hoặc tăng chiều cao chân vịt. Xiết chặt vis (1) lại.
+ Nâng bằng gạt gối:
Khoảng cách từ mặt dưới chân vịt đến mặt nguyệt khi ta nâng chân vịt bằng gạt gối ( Bằng chân) là 10mm, tối đa là 13mm.
- Ta có thể cố định chiều cao của chân vịt khi nâng bằng gạt gối là ở vít hãm.
Để đảm bảo chiều cao tối đa của chân vịt thì khi trụ kim ở vị trí tận cùng dưới không được chạm vào cạnh trên của chân vịt.
- Nới lỏng đai ốc vít hãm số (1) và điều chỉnh vít giới hạn chiều cao chân vịt tối đa là 13mm khi gạt gối nâng chân vịt.
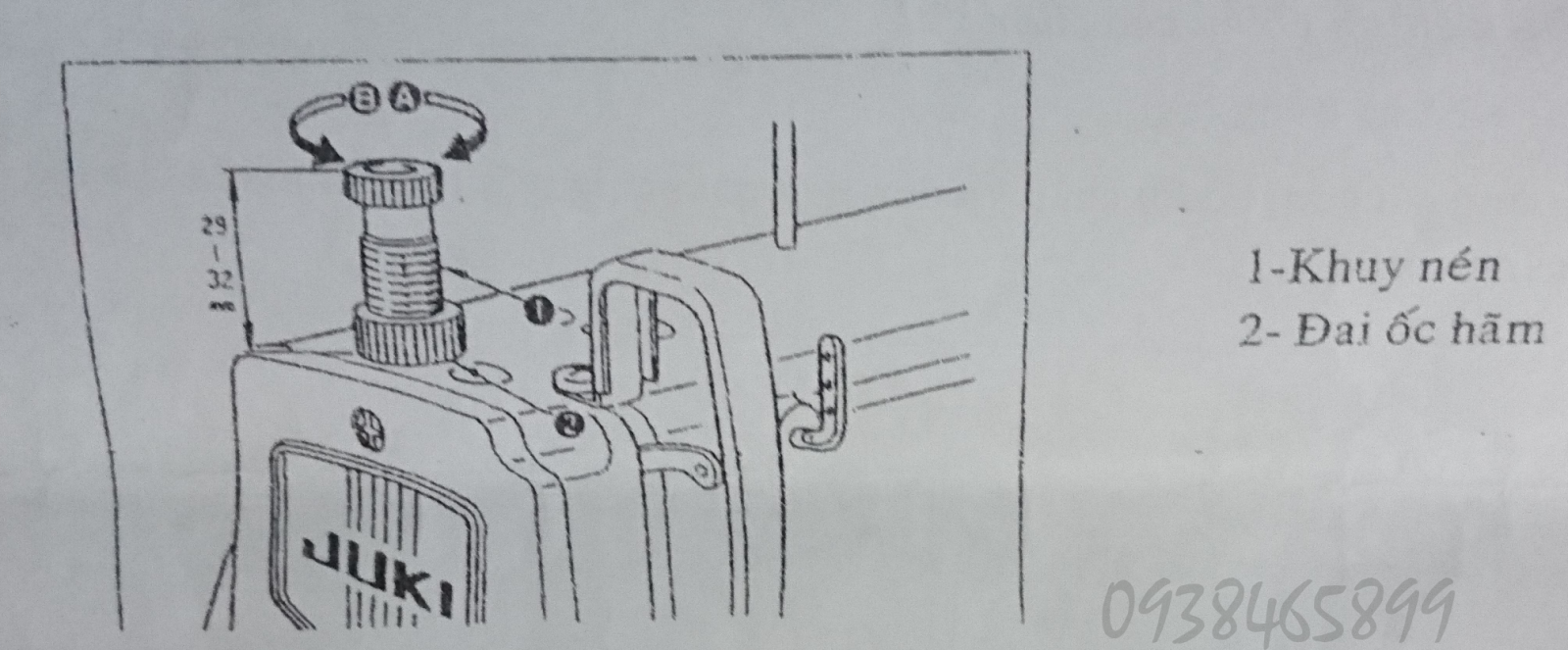
4.3 Điều chỉnh lực nén
- Tùy theo chiều dày và tính chất của nguyên liệu mà chỉnh lực nén cho phù hợp. Nhưng với tiêu chuẩn cơ bản đầu ta điều chỉnh như sau:
- Ta vặn khuy nén trụ kim chân vịt số (1) theo chiều A hoặc B của mũi tên trên hình vẽ sao cho khoảng cách từ mặt trên của khuy nén (1) đến mặt trên thành máy từ 29 -32 mm.
Ở trên mình đã hướng dẫn các bạn đều chỉnh máy may một kim cơ bản với những điều chỉnh cơ bản. Khi may hay trong quá trình gia công sản xuất áo thun cổ tròn, áo thun cổ trụ máy may một kim cần điều chỉnh đúng tránh tình trạng đứt chỉ xảy ra trong lúc may gây nên khó khăn khi may.

Đồng phục áo thun có cổ
Giá: Liên hệ
Cơ sở sản xuất áo thun cổ trụ
Giá: Liên hệ
May áo thun cổ trụ theo yêu cầu
Giá: Liên hệ
Xưởng may áo thun cổ trụ
Giá: Liên hệ
Xưởng may áo thun cá sấu
Giá: Liên hệ
Xưởng sản xuất áo thun đồng phục
Giá: Liên hệ
CƠ SỞ MAY ÁO THUN CÁ SẤU
Giá: Liên hệ
CÔNG TY MAY ĐỒNG PHỤC
Giá: Liên hệ
CƠ SỞ SẢN XUẤT ÁO THUN ĐỒNG PHỤC
Giá: Liên hệ
Đặt in áo thun cá sấu
Giá: Liên hệ
Cơ sở sản xuất áo thun cổ tròn
Giá: Liên hệ
May áo thun cổ tròn theo yêu cầu
Giá: Liên hệ
Bảng size chuẩn áo thun cổ trụ
Giá: Liên hệ
Cách may áo thun cổ tròn in logo
Giá: Liên hệ
Cách tra cổ áo thun
Giá: Liên hệ
Hướng dẫn cắt may áo cổ trụ
Giá: Liên hệ
Cách khâu vắt
Giá: Liên hệ
Bán áo thun tại Vĩnh Lộc
Giá: Liên hệ
May và cung cấp áo sơ mi nam giá rẻ
Giá: Liên hệ
Xưởng may áo sơ mi nam
Giá: Liên hệ
May áo sơ mi đồng phục
Giá: Liên hệ
Xưởng may áo thun cổ trụ
Giá: Liên hệ
Áo sơ mi trắng nữ hàng hiệu
Giá: Liên hệ
Cơ sở may áo thun đồng phục
Giá: Liên hệ
May gia công quần áo bảo hộ lao động
Giá: Liên hệ
Áo thun dồng phục gia huy
Giá: Liên hệ
Công ty may minh gia huy
Giá: Liên hệ
May Quần Áo Bảo Hộ Lao Động Tphcm
Giá: Liên hệ
Áo thun đồng phục có cổ
Giá: Liên hệ
Đồ Bảo Hộ Lao Động
Giá: Liên hệ
Xưởng may áo thun polo
Giá: Liên hệ