




Cơ sở sản xuất áo thun cổ trụ
- Mã sản phẩm: 30
- Giá : Liên Hệ
- Là cơ sở sản xuất trực tiếp áo thun cổ trụ nên giá rất rẻ so với thị trường, bạn có thể chọn nhiều màu sắc khác nhau
Bài trước mình đã giới thiệu các bạn điều chỉnh các lỗi cơ bản của máy may một kim trong mục " Cơ sở may áo thun cổ tròn". Bài tiếp theo mình hướng dẫn các bạn điều chỉnh máy may 2 kim Juki LH
A. ĐẶC TÍNH KỸ THUẬT
- Khả năng máy: May vật liệu trung bình và nặng
- Tốc độ may: Max 2.300 mũi/phút
- Chiều dài mũi may: May tiến max 6mm, may lùi max 4mm
- Kim may: DP 17 # 14 - 21
- Chỉ may: Chỉ số từ 30 -20
- Khoảng cách kim 1/8" - 1/2" (3,18mm - 12,7mm)
- Độ nâng bàn ép: Bằng tay 9mm, bằng gạt gối 10mm
- Hệ thống bôi trơn: Bằng bơm dầu, dầu bôi trơn JuKi Dew ix No 1
B. QUY TRÌNH HIỆU CHỈNH MÁY
I. HIỆU CHỈNH TRỤ KIM
1. Điều chỉnh vị trí của trụ kim theo chiều dọc đường may:
* Điều kiện:
- Trụ kim ở điểm chết thấp nhất.
- Độ dài mũi chỉ = 0
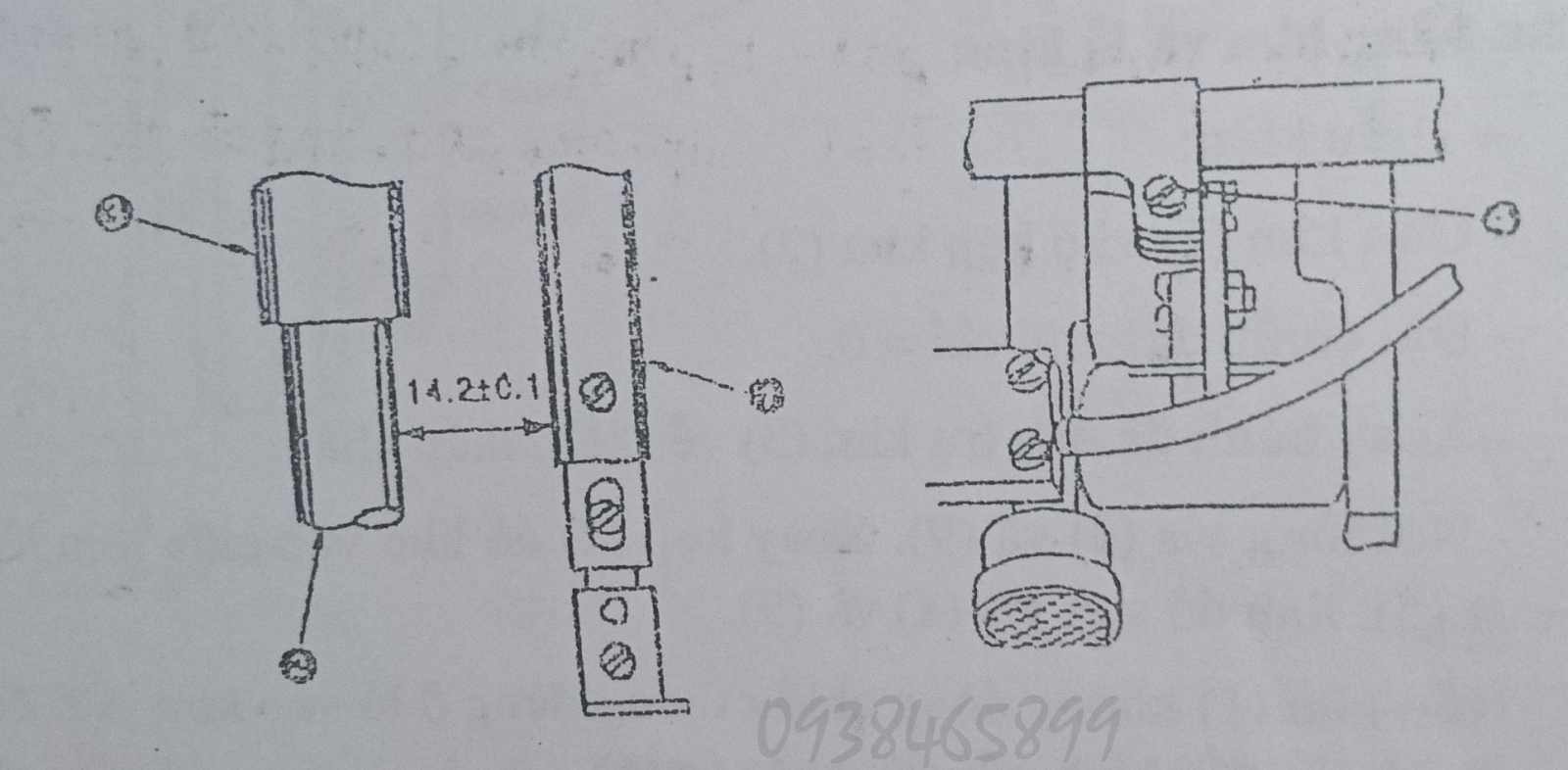
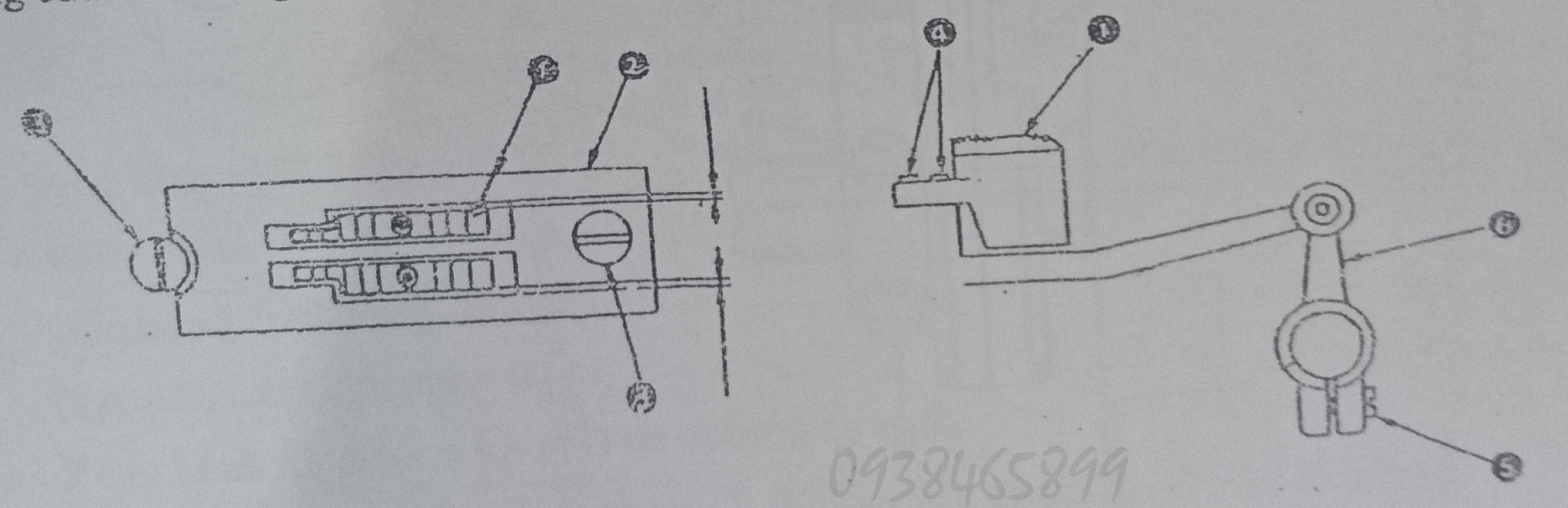
Đặt đĩa cự ly ở số 0, xoay bánh đà đưa trụ kim về điểm thấp nhất, nới ốc số 4 và điều chỉnh khoảng cách giữa trụ kim (1) và trụ chân vịt (2) đạt thông số 13,5 +/- 0,1
Lưu ý:
- 13,5 là khoảng cách đầu dưới trụ kim và đầu dưới trụ chân vịt.
- Sau khi chỉnh, lỗ vào kim trên răng cưa có thể đổi
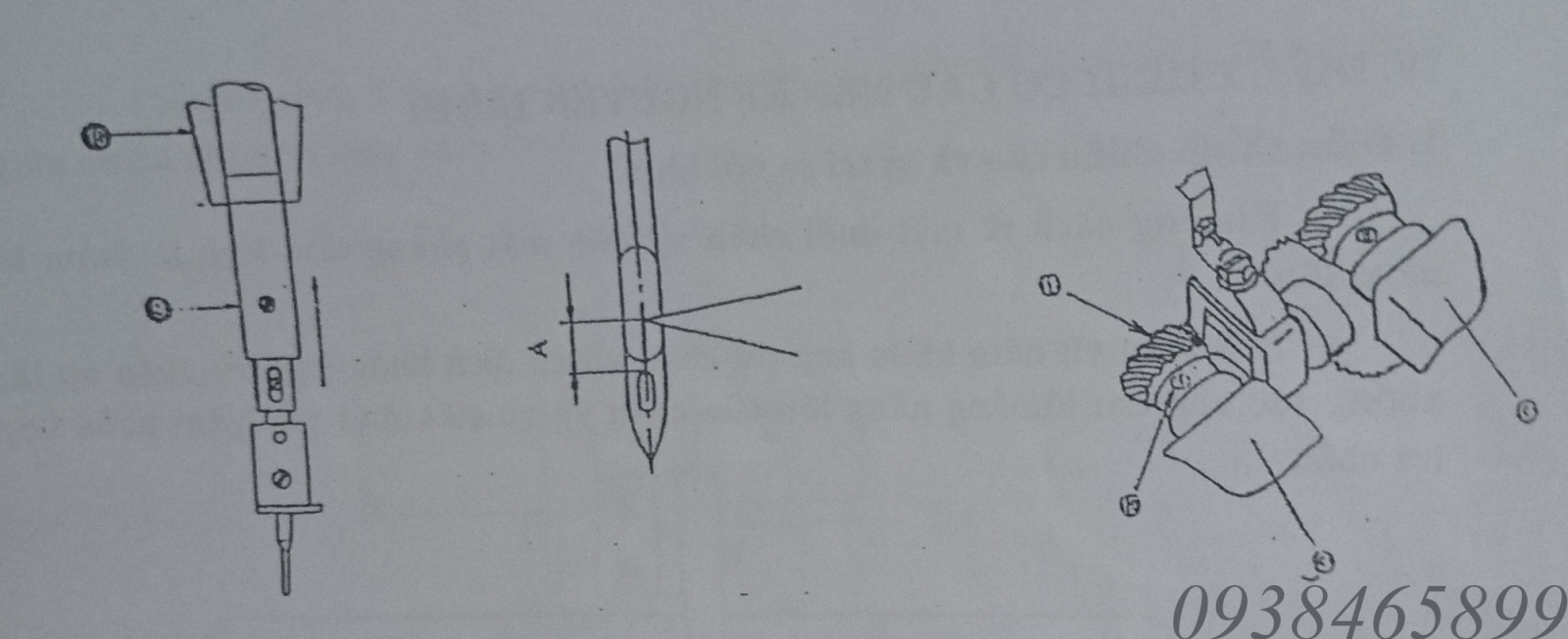
2. Điều chỉnh độ cao của trụ kim
* Điều kiện
- Trụ kim ở điểm thấp nhất.
- Chiều dài mũi chỉ = 0
Lưu ý: Sau khi điều chỉnh này, điểm của lỗ vào kim trên răng cưa có thể thay đổi .
- Nới lỏng vis hãm: (5) và xoay kíp (6)
- Ta điều chỉnh sao cho đầu dưới kẹp kim (6) cách mặt trên của mặt nguyệt là 17 +/- 0,5mm.
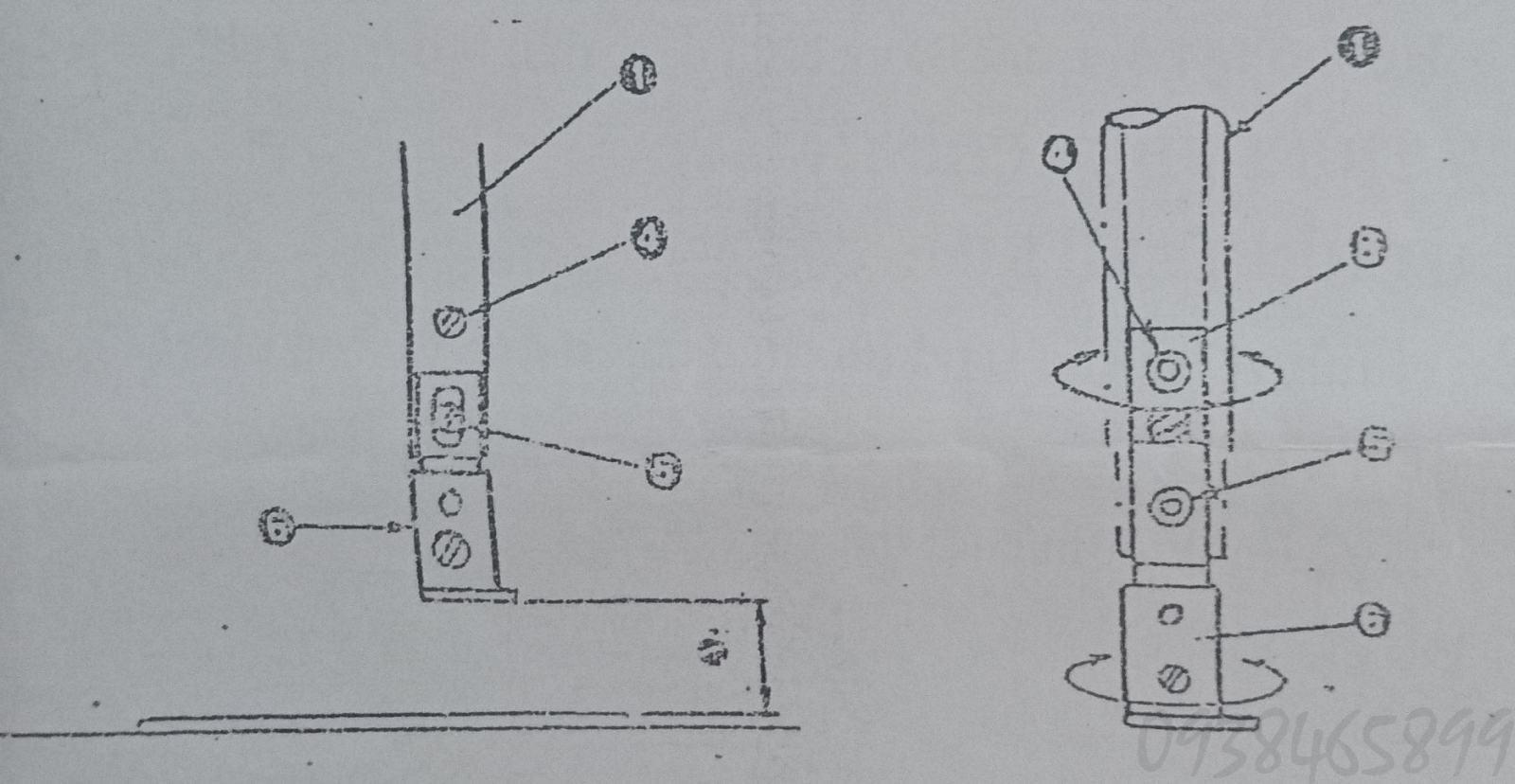
3. Cân bằng kim và lỗ kim
+ Điều kiện
- Gắn kim (1) vào kẹp kim (2)
- Đặt chiều dài mũi chỉ = 0
- Xoay bánh đà đưa trụ kim (3) về điểm thấp nhất.
- Nới lỏng vis (8) và (9). Xoay kệp (2) để kim vào giữa tâm lỗ vào kim trên răng cưa (5). Sau đó siết vis (8)và (9).
- Nếu kim (1) không dùng chiều thẳng đừng ở lỗ vào kim, nới ốc (6) và xoay thanh (7) để chỉnh, rồi xiết chặt ốc (6).
4. Điều chỉnh sự phối hợp giữa trụ kim và răng cưa:
- Nới lỏng vít 1 và 2
- Xoay cho chấm trên cam dao động ngay với chấm trên trục truyền.
Lưu ý: Tìm mặt phải vuông góc với điểm cần nhìn khi điều chỉnh.
5. Điều chỉnh cam đẩy vải
Điều kiện
- Khi răng cưa ở vị trí cao nhất thì lúc đó trụ kim đang ở vị trí thấp nhất.
* Nếu máy không thỏa điều kiện trên thì ta điều chỉnh bằng 2 cách:
4.1. Lấy theo vạch
- Tháo dây curoa xích ra khỏi puly (2) của trục truyền 3
- Xoay puly 2 và trục 3 ( Đã định vị) cho tới khi vít thứ 1 thẳng hàng với lỗ khoan 4mm trên thân máy.
- Xoay puly (1) sao cho điểm xanh trên puly trùng với điểm trên tay máy.
- Gắn dây curoa xích vào puly (2) trong khi giữ trục chính và trục 3 đúng vị trí.
4.2. Lấy theo kinh nghiệm.
- Tháo dây curoa xích ra khỏi puly (2) của trục truyền (3)
- Quay puly (1) sao cho trụ kim ở vị trí thấp nhất
- Xoay puly (2) sao cho răng cưa lên cao nhất.
- Gắn dây curoa xích vào puly 2.
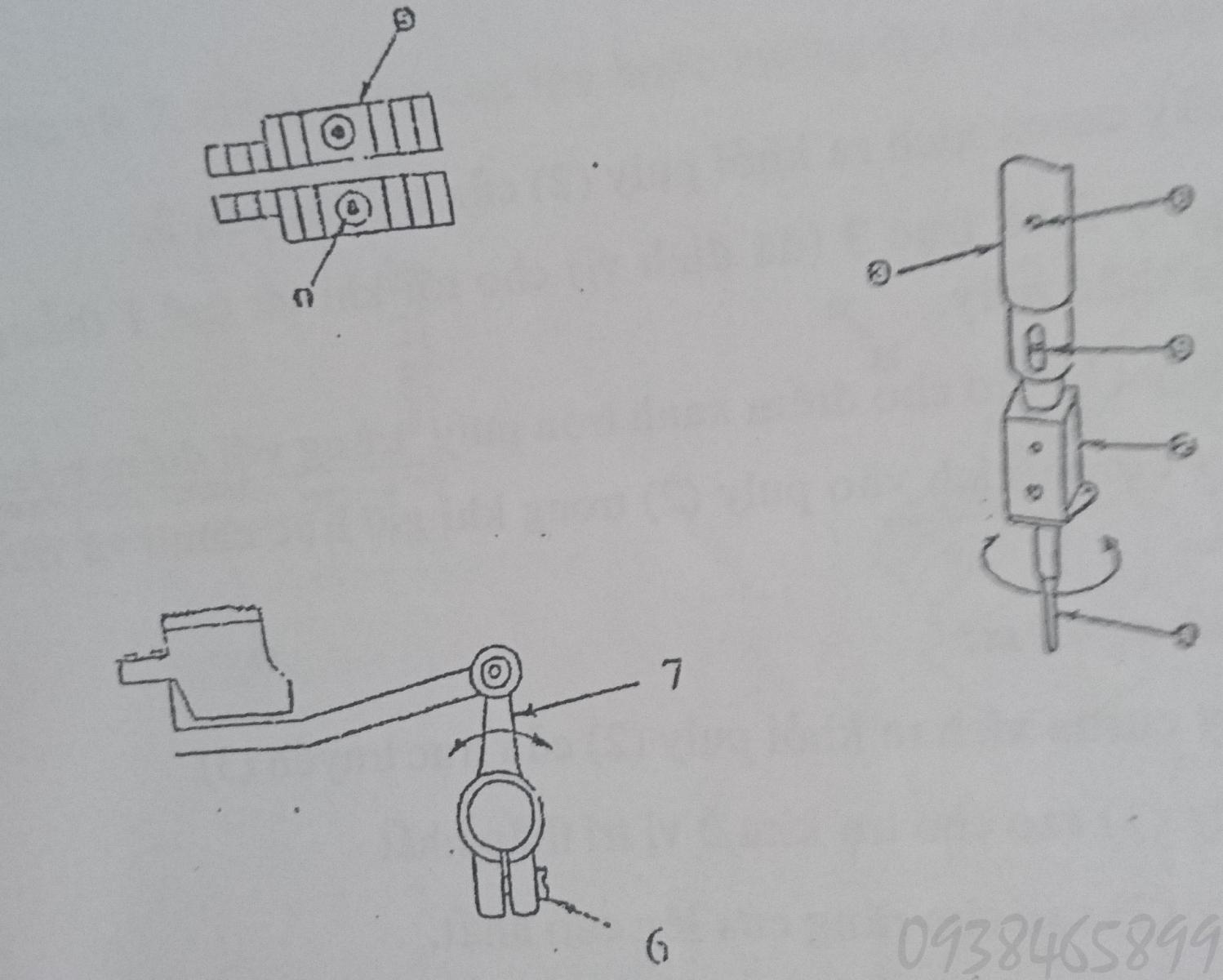
II. HIỆU CHỈNH BỘ PHẬN ĐẨY NGUYÊN LIỆU:
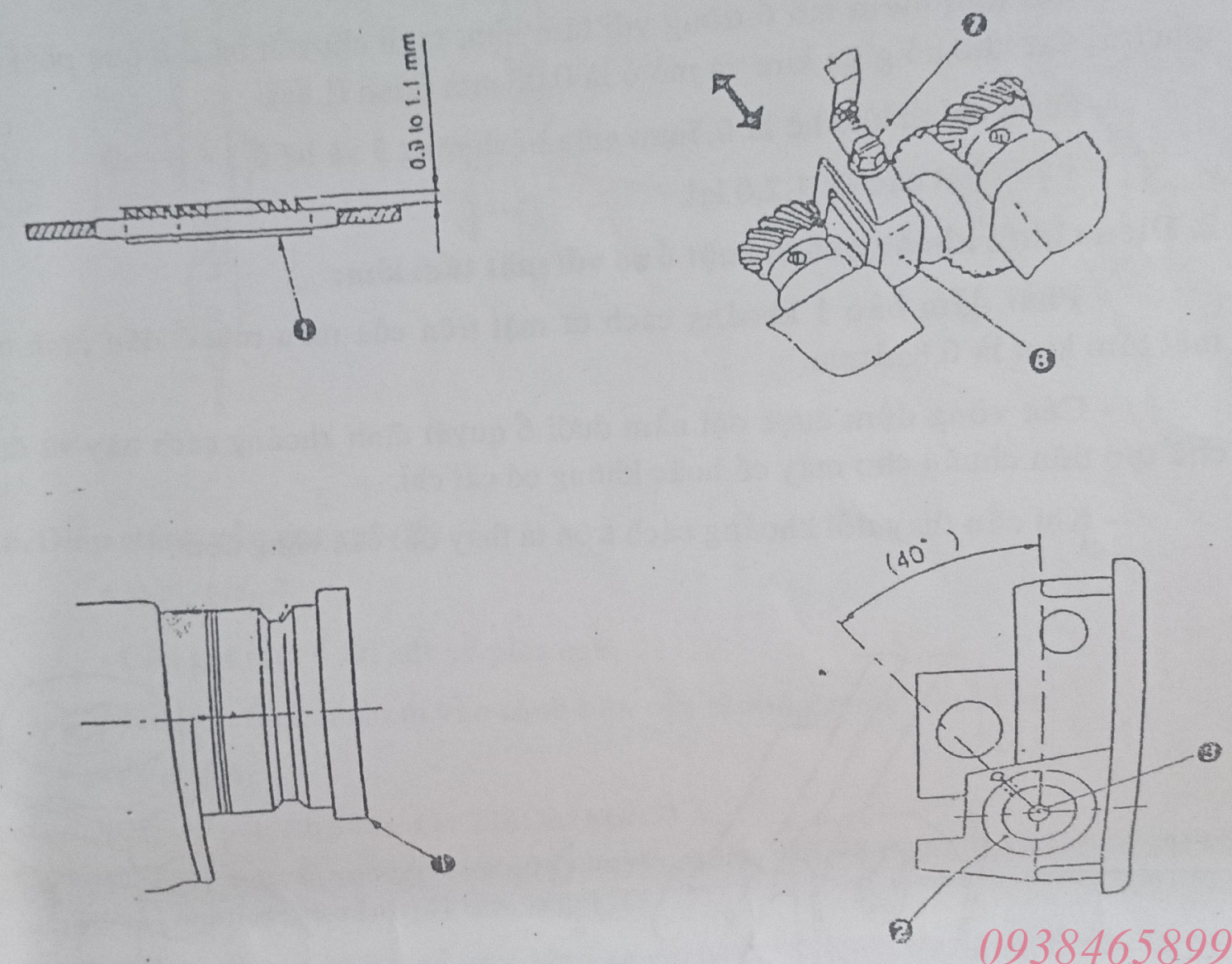
1. Điều chỉnh vị trí của răng cưa:
Điều kiện:
- Độ dài mũi chỉ = 0
- Răng cưa ở vị trí cao nhất
- Gắn răng cưa (1) lên bàn máy bằng hai vít (4) và mặt nguyệt (2) bằng 2 vít (3). Nới lỏng vít kẹp (5) và đẩy thanh dao động (7) theo hướng trục để chỉnh cho răng cưa cân xứng, sau đó xiết chặt vít.
2. Điều chỉnh độ cao của răng cưa:
* Điều kiện
- Độ dài mũi chỉ bằng 0
- Khi răng cưa cao nhất sẽ cao hơn mặt tấm kim 0,9 +/- 1,1mm
* Nới lỏng vít 4 điều chỉnh cho răng cưa ngay lại ( Nếu lệch)
- Xoay puly cho răng cưa lên cao nhất
- Nới lỏng vít 7, chỉnh răng cưa lên hoặc xuống đạt thông số.
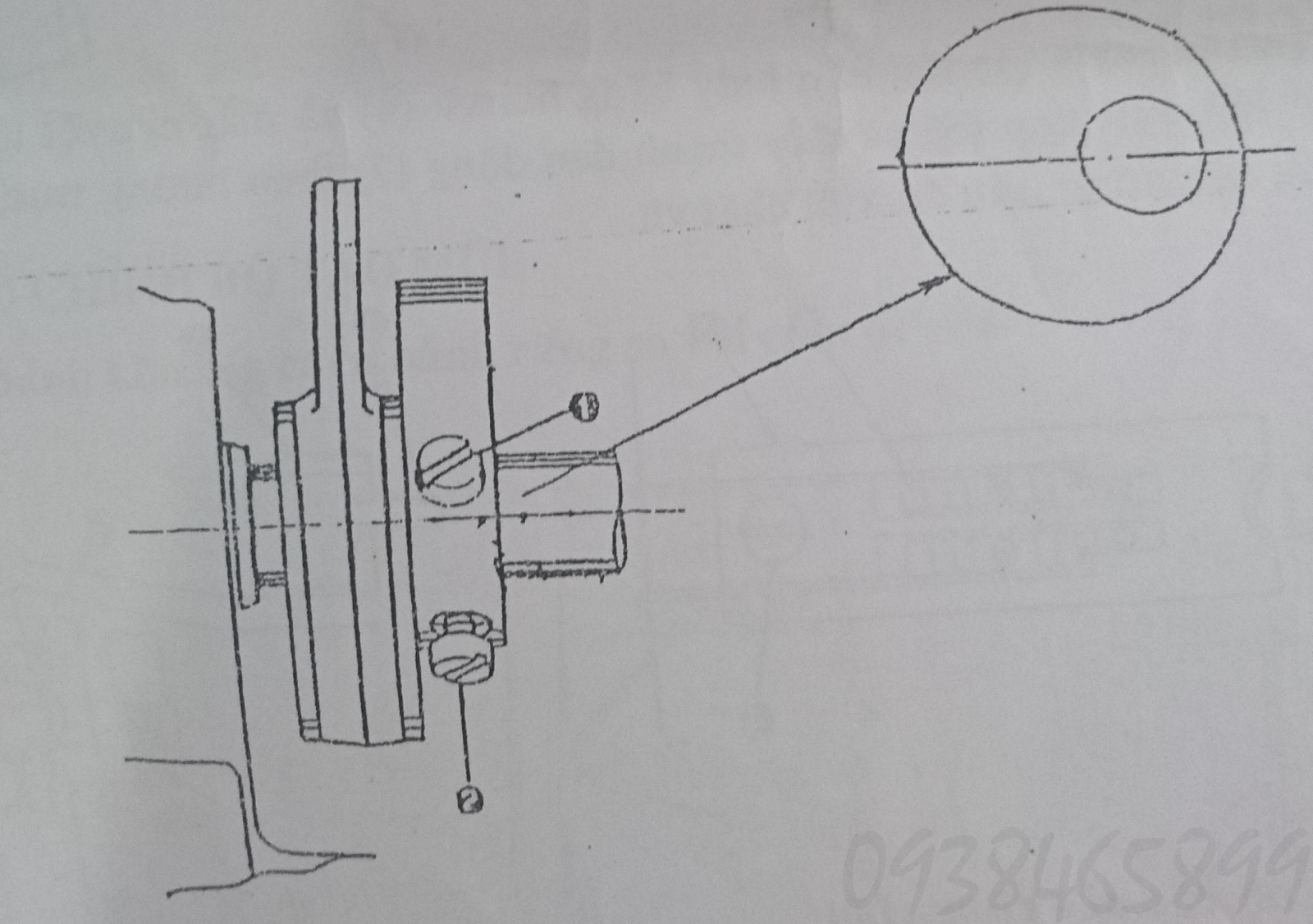
III. HIỆU CHỈNH BỘ TẠO MŨI:
1. Điều chỉnh khoảng cách bánh răng so với cụm ổ:
- Nới lỏng ốc 1 và 2 trên bệ ổ và 2 vít 6 của bánh răng trụ 5 ( Không nới quá lỏng vít định vị bánh răng 5 để tránh cho bánh răng xoay tròn).
- Tại thời điểm mỏ ổ trùng với tâm kim, ta di chuyển bệ ổ 3 qua phải hoặc qua trái đạt khe hở giữa kim và mỏ ổ là 0,5 mm ( Hình II8.c)
- Điều chỉnh khe hở là 0,5 mm giữa bánh răng 5 và bệ ổ 3.
- Vặn chặt các ốc 1,2,6 lại.
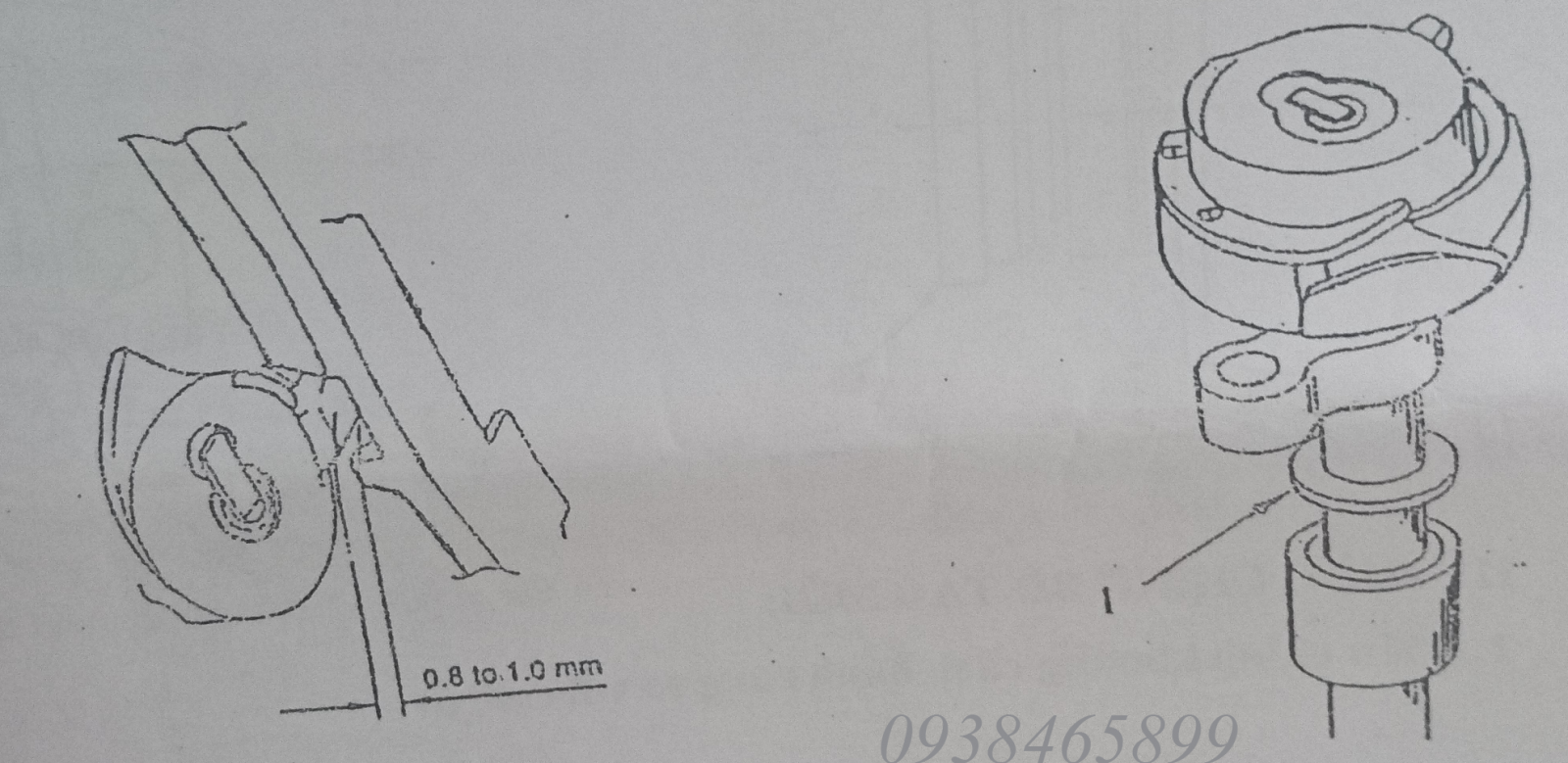
2. Điều chỉnh khoảng cách ruột ổ so với mặt tấm kim
- Phải đảm bảo 1 khoảng cách từ mặt trên của mấu ruột ổ đến rãnh trên mặt tấm kim là 0,8 +/- 1mm
- Các vòng đệm được đặt nằm dưới ổ quyết định khoảng cách này và được chế tạo tiêu chuẩn cho máy có hoặc không có cắt chỉ
- Khi cần thay đổi khoảng cách trên ta thay đổi các vòng đệm.
3. Điều chỉnh thời điểm phối hợp giữa mỏ ổ và kim
* Điều kiện
- Trụ kim rút lên từ vị trí thấp nhất.
- Chiều dài mũi chỉ khoảng 2,5mm
* Ta điều chỉnh bằng cách:
- Nới các ốc 12 ở bánh răng 11
- Đặt mỏ ổ ngang với tâm kim và cách mép trên lỗ kim 0,5 +/-1mm.
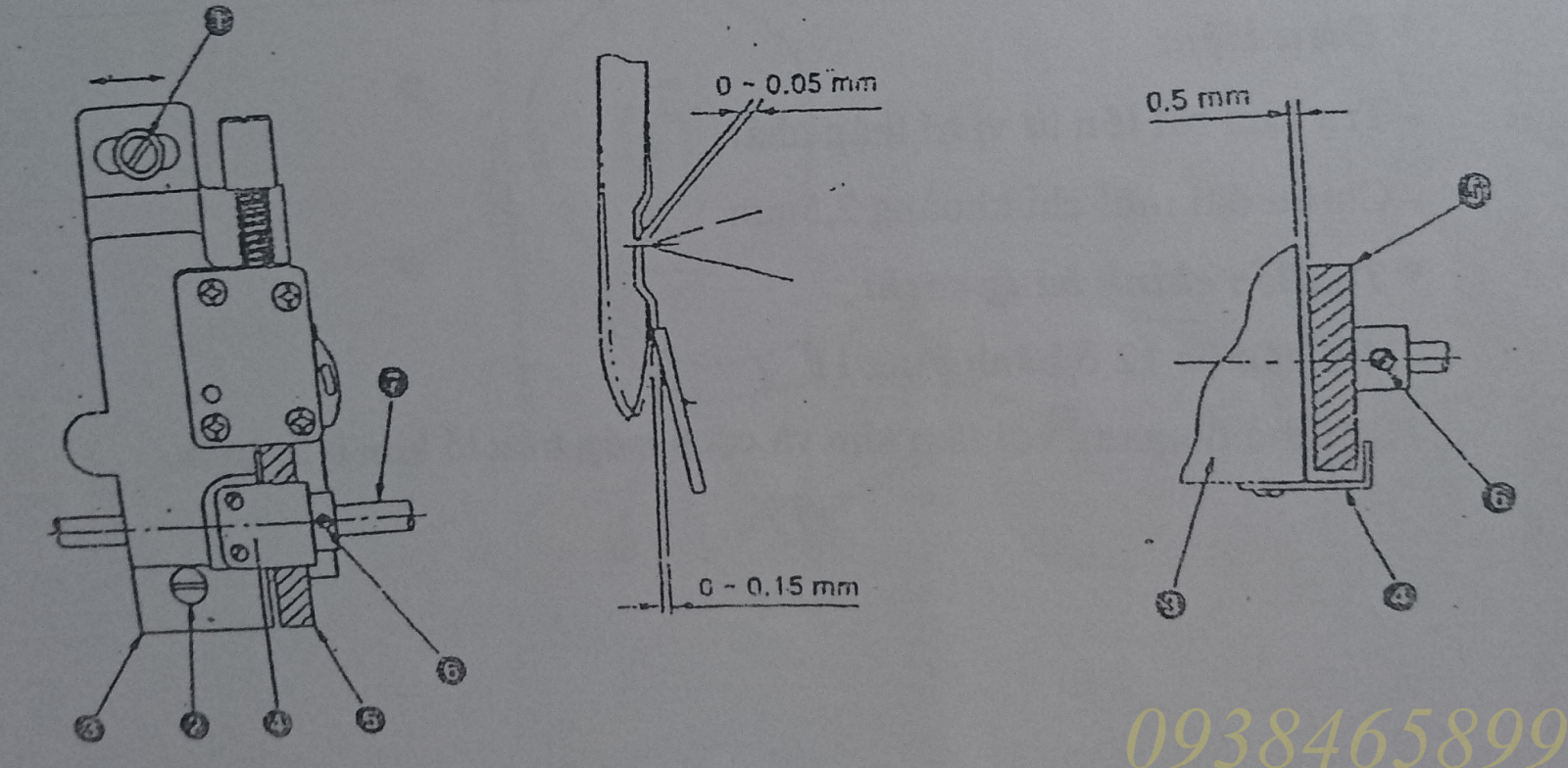
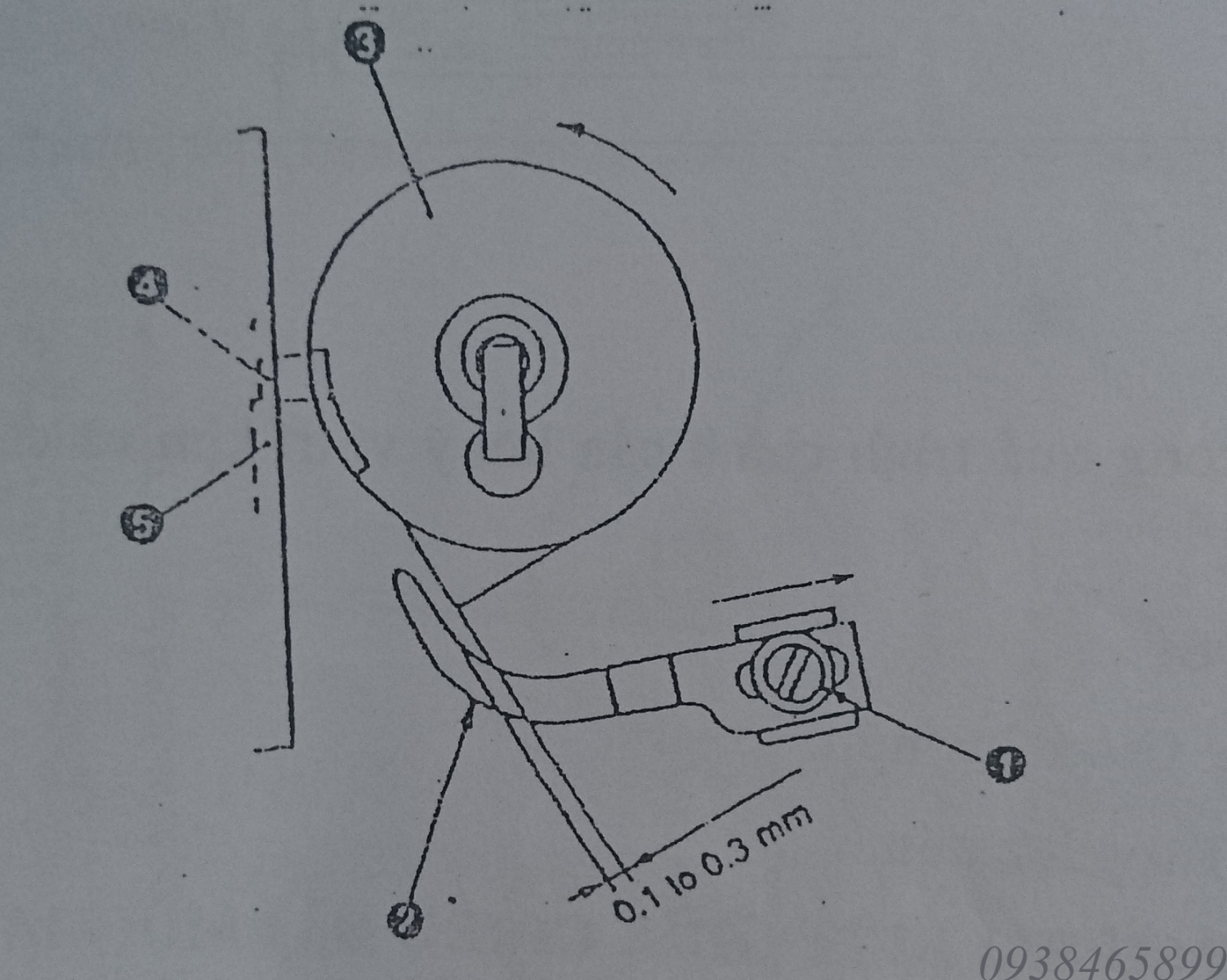
4. Điều chỉnh cần gạt ruột ổ
* Điều kiện:
- Cần gạt ruột ổ lùi hết về phía sau
- Mấu ruột ổ phải chạm vào cạnh bên của rãnh trên mặt tấm kim
* Điều chỉnh:
- Xoay puly cho cần gạt 2 lùi lại hết cỡ.
- Xoay ruột ổ ngược với chiều chuyển động của vỏ ổ cho mấu ruột ổ (4) tỳ sát vào cạnh bên của rãnh (5) trên tấm kim.
- Nới vít 1 và chỉnh để có 1 khoảng cách 0,1+/-0,3mm giữa ruột ổ và cần gạt (2) rồi vặn vít (1) lại.
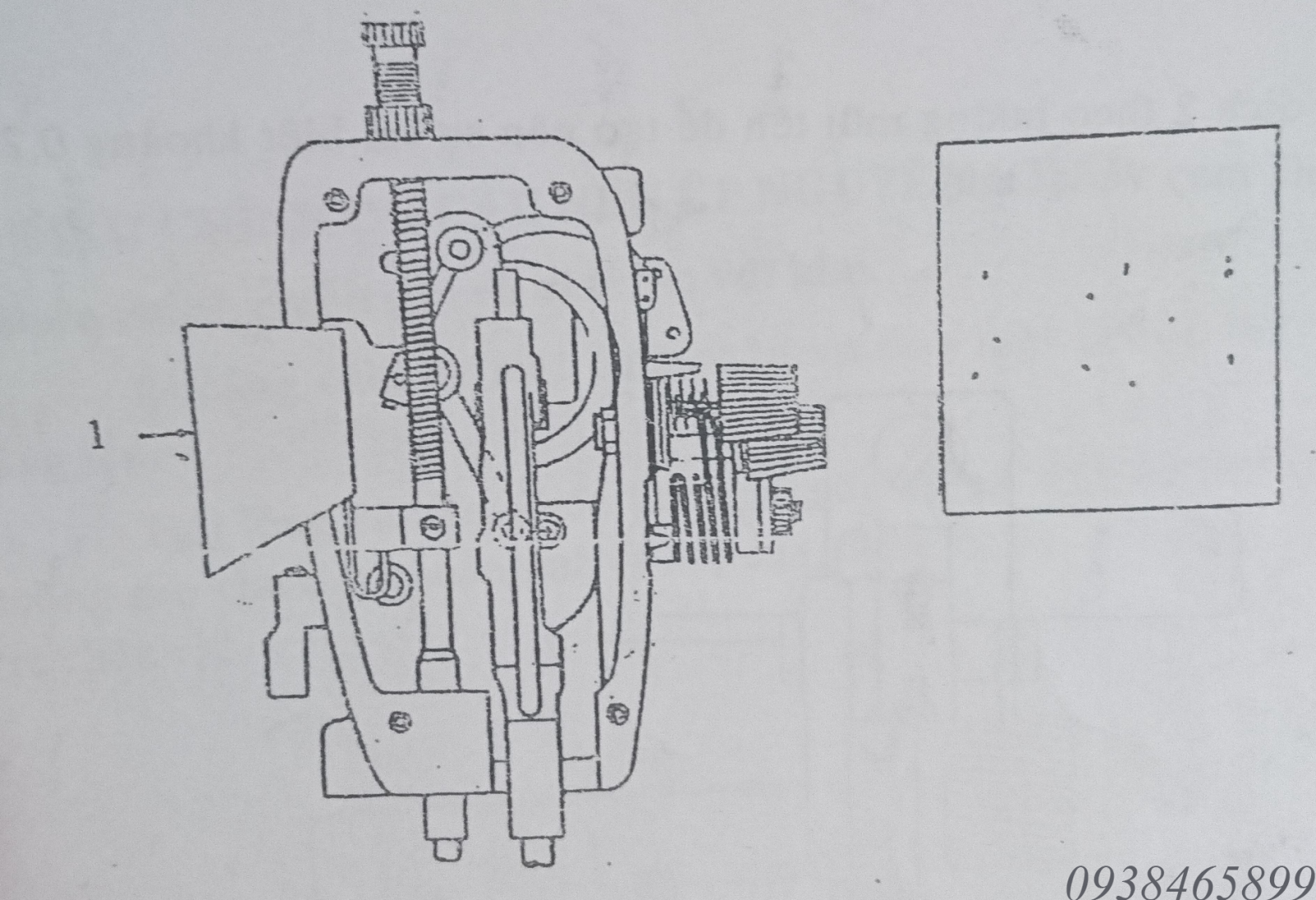
IV. ĐIỀU CHỈNH CƠ CẤU NÉN ÉP NGUYÊN LIỆU
1. Điều chỉnh chiều cao và vị trí so với kim.
- Khoảng cách từ mặt dưới chân vịt đến mặt phẳng tấm kim là 7mm khi nâng lên.
- Nới lỏng vít hãm khóa kẹp trụ chân vịt xê dịch khóa kẹp trụ chân vịt lên xuống sao cho đạt khoảng nâng lên của chân vịt và siết chặt vít hãm khóa kẹp trụ chân vịt.
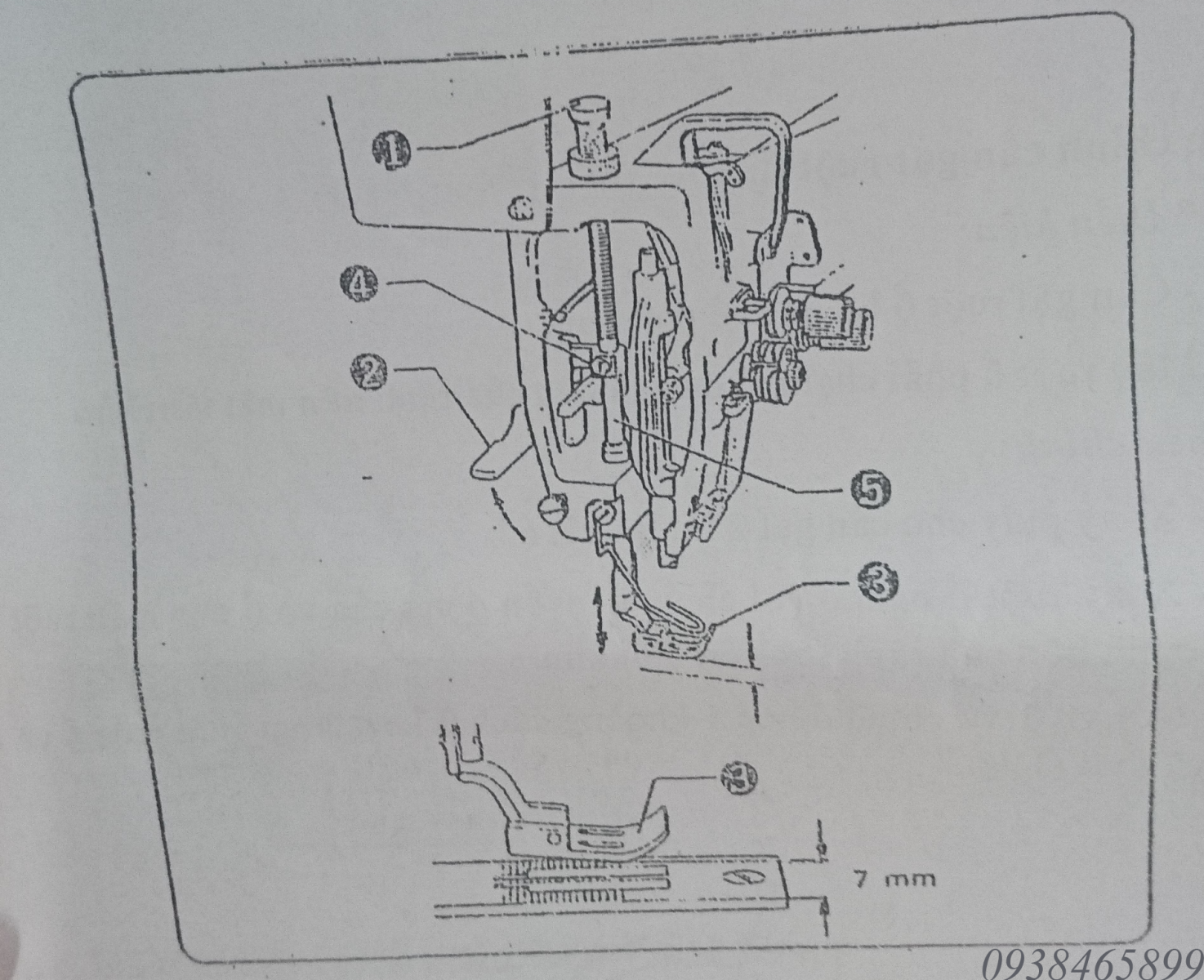
* Lưu ý: Trong quá trình chỉnh cần lưu ý vị trí kim và chân vịt ( Hoặc chân vịt và lỗ kim).
2. Điều chỉnh lực nén:
- Vải mỏng: Giảm lực nén
- Vải dày: Tăng lực nén
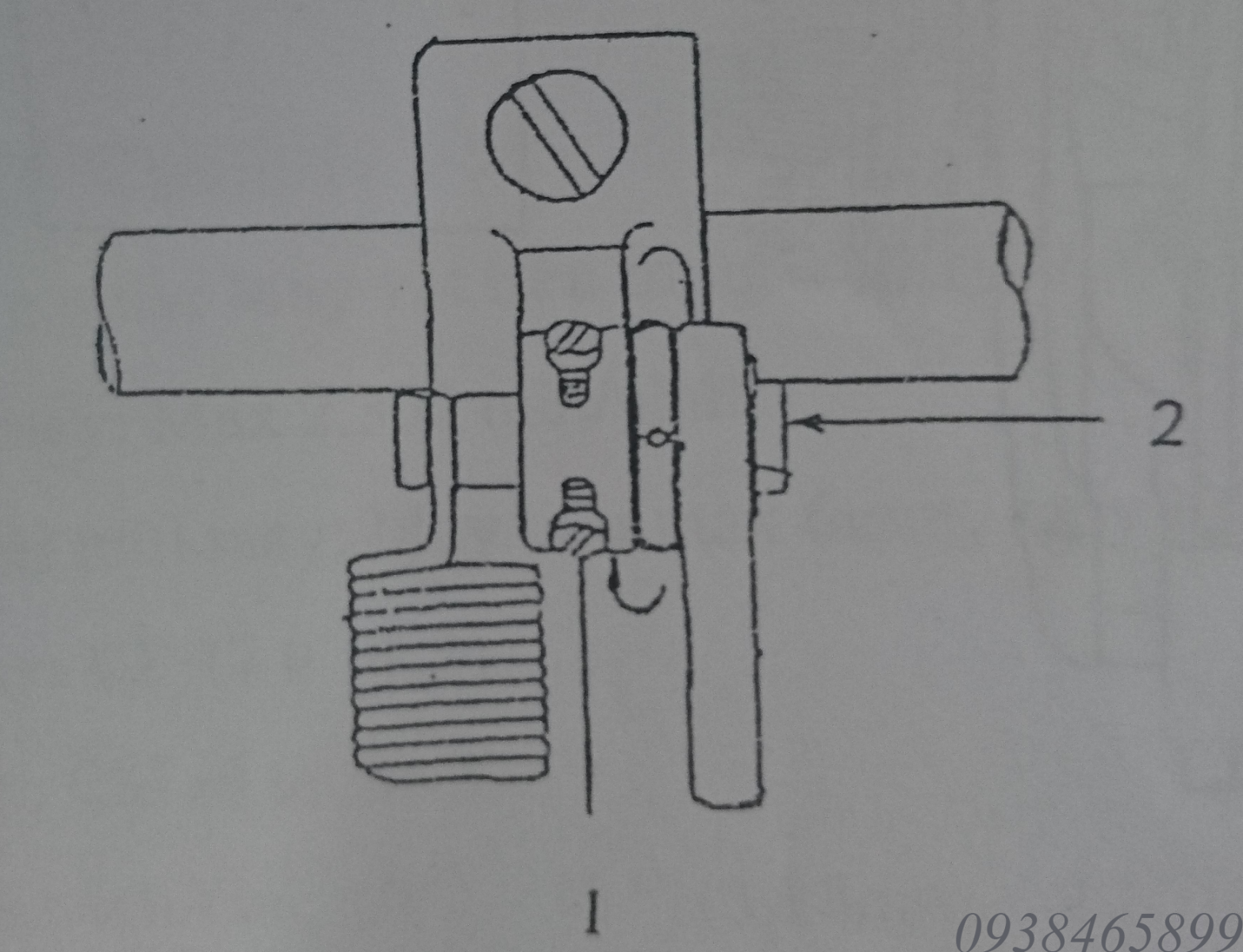
V. ĐIỀU CHỈNH SỰ SAI BIỆT GIỮA CHIỀU DÀI MŨI MAY TỚI VÀ MŨI MAY LẠI MŨI:
- Đặt đĩa cự ly ở số 3
- Nối các vít 1.
- Chuyển dịch 2 theo hướng mũi tên để tạo nên sự sai biệt khoảng 0,2mm giữa chiều dài mũi may và lại mũi.
VI. ĐIỀU CHỈNH LƯỢNG DẦU BÔI TRƠN
1. Ở đầu máy
- Nới lỏng đai ốc 1, vặn vít 2 lên hay xuống để tăng hay giảm lượng dầu.
- Khi điều chỉnh xong khóa đai ốc lại.
Lưu ý:
- Chỉnh độ cao vít 2 từ 0 - 3mm từ mặt trên của đai ốc 1.
- Không để đai ốc 1 lỏng lẻo
- Kiểm tra lượng dầu bằng 1 miếng giấy.
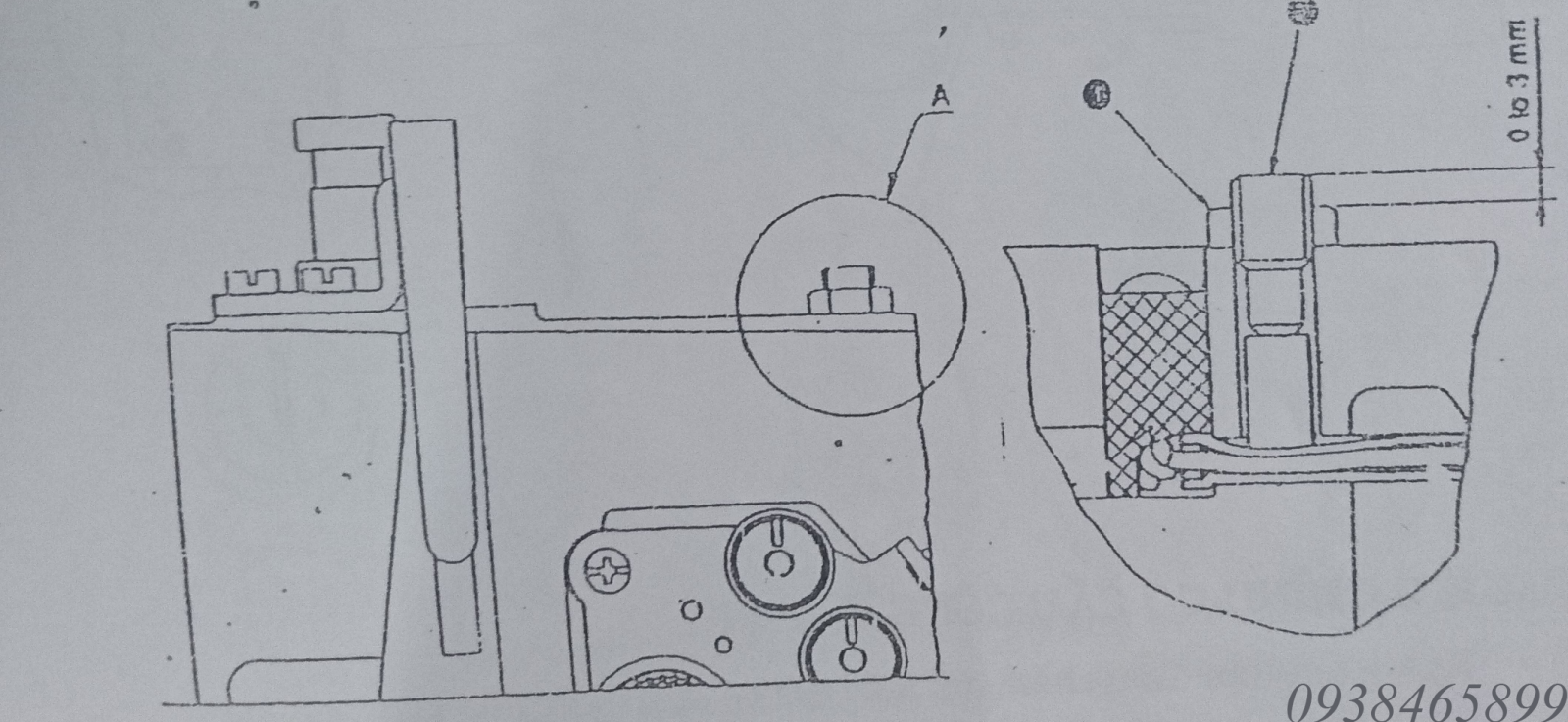
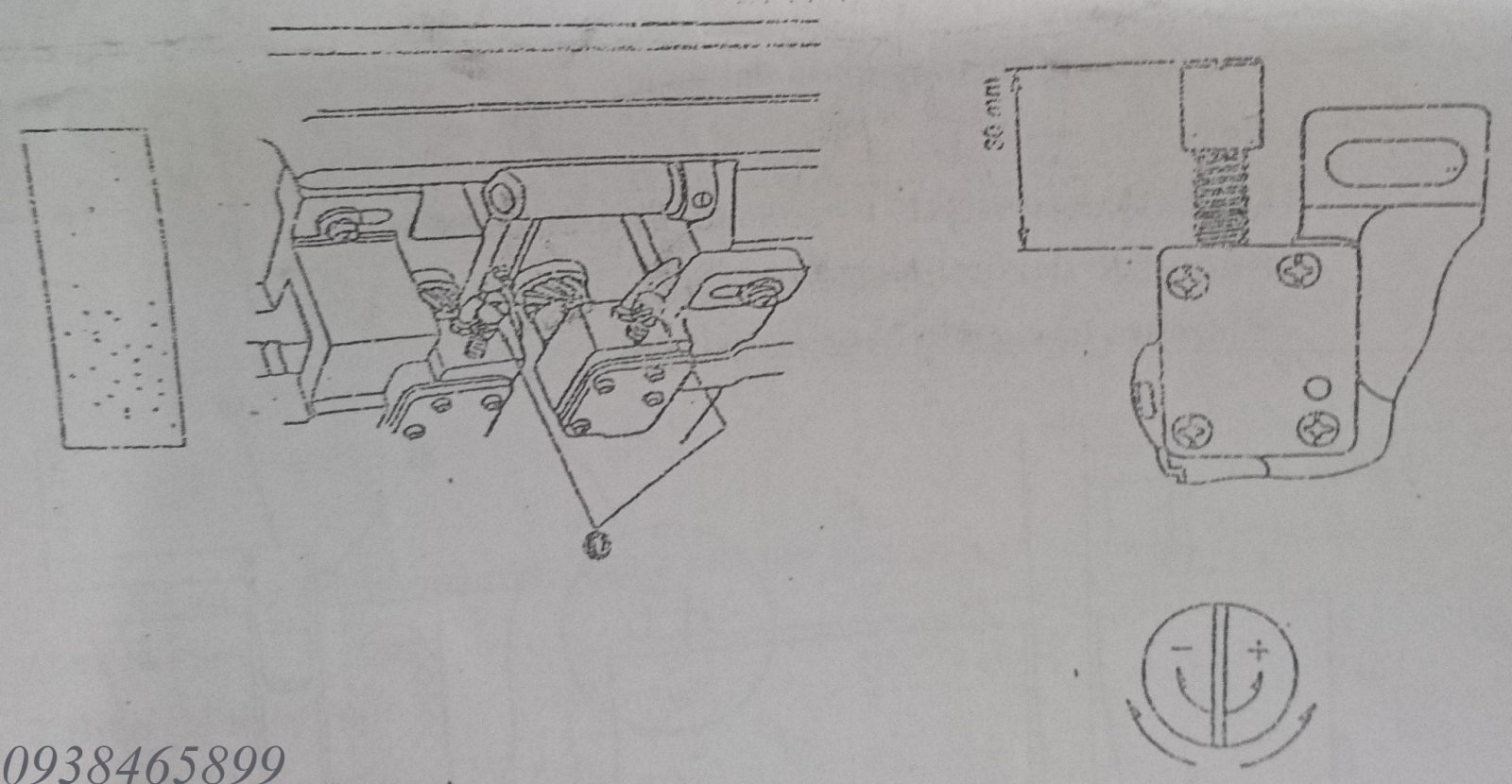
2. Lượng dầu ở ổ máy:
- Xoay vít 1 để chỉnh lượng dầu ở ổ máy.
- Theo chiều dấu (+) là tăng và (-) là giảm.
- Bình thường có thể chỉnh vít 1.
VII. ĐIỀU CHỈNH CƠ CẤU CUNG CẤP CHỈ.
Tương tự phần điều chỉnh chỉ máy may 1 kim dạng mũi may thắt nút.
Máy may 2 kim thường được sử dụng trong quá trình chạy quai xách túi vải bố, túi vải không dệt, bởi các cự ly 2,5cm. Trong quá trình sản xuất thì máy may 2 kim được dùng nhiều trong khu xưởng may balo túi xách. Các cơ sở sản xuất áo thun ít khi dùng loại máy 2 kim, bởi đặc điểm may áo thun cổ tròn, và áo thun cổ trụ khác với may túi xách.
Bạn muốn tìm hiểu thêm các loại máy được ứng dụng để sản xuất công nghiệp thì ở bài tiếp bạn có thể tham khảo MÁY VẮT SỔ JUKI
Giới thiệu các bạn về chủ đề Just in time của Toyota ứng dụng trong sản xuất.
Trong quá trình sản xuất đặc biệt là trong ngành dệt may, hàng tồn kho là yếu tố thường bị nhất của các doanh nghiệp, hàng tồn kho cao thường xảy ra những thời kỳ khủng hoảng kinh tế, việc hàng tồn kho tăng cao gây nên gánh nặng về tính thanh khoản của công ty và nguồn vốn của công ty. Do đó chi phí dành cho hàng tồn kho cũng tăng cao chi phí đó bao gồm chi phí bảo quản, chi phí kho (Lưu trữ) và cho phí định giá hàng hóa theo thời gian. Thông thường hàng tồn kho của các công ty dệt may thường chiếm tỷ lệ khoảng 40% tổng tài sản của công ty. Việc hàng tồn kho nhiều và sản xuất luôn là yếu tố cần quan tâm của các doanh nghiệp dệt may. Ngoài yếu tố kinh tế, thì nguyên nhân chủ yếu dẫn đến hàng tồn kho nhiều là yếu tố chi phí quản lý trong khâu sản xuất.
Hiện nay, hiệu quả nhất trên thế giới là mô hình Just In Time của Toyota đây là mô hình được Toyota áp dụng thành công trong quá trình sản xuất nhằm giảm thiểu hàng tồn kho cũng như giảm thiểu các chi phí khác, gây nên lãng phí trong quá trình sản xuất. Mô hình này đặc biệt hiệu quả trong quá trình sản xuất có tính lặp đi lặp lại như các ngành sản xuất linh kiện hoặc dệt may...
Đối với các doanh nghiệp khác nhau thì lượng hàng tồn kho cũng khác nhau. Trong quản trị sản xuất có nhiều doanh nghiệp với trình độ quản trị khác nhau. Mô hình Just in time chủ yếu nghiên cứu đối với các doanh nghiệp có độ chuyên môn hóa cao, có trình độ sản xuất giá trị cao, không áp dụng cho các doanh nghiệp thủ công, nhỏ lẻ.
Hàng tồn kho là loại tài sản thường có giá trị cao so với doanh nghiệp. Trong cơ cấu vốn hàng tồn kho thường chiếm giá trị 40% giá trị của tài sản doanh nghiệp. Nên việc hàng hóa tồn kho nhiều làm phát sinh chi phí cho doanh nghiệp nên cần giảm thiểu yếu tố này. Trong quản trị sản xuất thì việc này rất cần thiết.
Nguyên nhân chủ yếu trong quá trình tăng lên của hàng tồn kho chủ yếu là khủng hoảng kinh tế, nhưng xét dưới góc độ của nhà sản xuất là do trình độ trong quá trình sản xuất. Là nhà sản xuất xe hơi hàng đầu trên thế giới Toyota luôn mong muốn giảm lượng hàng tồn kho này và đưa ra phương pháp tối ưu để giảm lượng hàng tồn kho, tiết kiệm chi phí. Như vậy, quản lí tốt chi phí hàng tồn kho trong sản xuất. Hàng tồn kho là để đáp ứng nhu cầu hiện tại hoặc trong tương lai. Hàng tồn kho bao gồm những sản phẩm dở dang, nguyên thành phẩm, dụng cụ sản xuất, thành phẩm tồn kho...Hàng tồn kho của mỗi nhà sản xuất sẽ khác nhau ví dụ: Hàng tồn kho của sản xuất là những nguyên phụ liệu, vải, máy may...nguyên liệu hàng tồn kho của bệnh viện là dụng cụ y tế, thuốc men, nguyên thành phẩm của ngân hàng là kiểm soát tốt lượng tiền hàng tồn kho, ngân sách. Nguồn tồn kho của mỗi doanh nghiệp cũng sẽ khác nhau tùy theo quản trị sản xuất tại nó bao gồm những nguyên phụ liệu dùng để sản xuất trong doanh nghiệp. Tùy theo chiến lược kinh doanh của nhà sản xuất mà lượng hàng tồn kho có thể tăng lên hoặc giảm đi. Đối với một số nhà sản xuất có suy nghĩ triển vọng sẽ cho hàng tồn kho tăng lên. Một số doanh nghiệp dự đoán thị trường giảm thì sẽ giảm lượng hàng tồn kho.
Hàng tồn kho thuộc những dạng sau :
+ Tồn kho nguyên vật liệu/ cấu thành sản phẩm
+ Tồn kho sản phẩm dở dang
+ Tồn kho sản phẩm thành phẩm
+ Tồn kho những nguyên phụ liệu để sản xuất hoặc dịch vụ
Ở đây mô hình này chỉ đề cập những nguyên phụ liệu chính dùng để sản xuất. Như đối với nguyên phụ liệu của ngành may là vải, sợi, khuy, chỉ...không tập trung vào những phụ liệu không cần thiết.
Dưới đây là những dạng hàng tồn kho được sử dụng chủ yếu đối với hàng dệt may bao gồm:
1. Hàng tồn kho những sản phẩm dở dang, đây là những sản phẩm đã cắt rồi nhưng thiết trang thiết bị, hoặc thiếu công nhân thiếu phụ kiện nên chưa được sản xuất thành phẩm. Sẽ trả lại cho bộ phận cắt dùng để cất vào kho
2. Hàng tồn kho dưới dạng nguyên thành phẩm, những mặc hàng đã sản xuất xong và đóng gói thành phẩm nhưng chưa được đưa đến tay khách hàng vẫn được xem là hàng tồn kho.
3. Nguyên phụ liệu không quan trọng nhưng cần trong quá trình sản xuất như: Khuy nút, chỉ, dụng cụ cần thiết...
Các loại chi phí trong quá trình sản xuất:
Chi phí mua hàng: Đây là chi phí sản phẩm trong quá trình sản xuất, các sản phẩm mà có yếu tố nguyên phụ liệu cần mua để tạo nên sản phẩm trong đó có phí tổn dùng để chuẩn bị cho quá trình sản xuất.
Chi phí đặt hàng: Chi phí đặt hàng bao gồm những khâu chuẩn bị thời gian chuẩn bị cho đơn hàng, chi phí vận chuyển, cần giảm thời gian chuẩn bị mua hàng và chuẩn bị để đảm bảo kịp thời trong quá trình sản xuất. Phí tổn trong việc tìm nhà cung ứng. Và phí tổn cho nhân viên văn phòng trong quá trình đặt hàng cả về thời gian của nhân viên và tiền bạc, được coi như chi phí để tìm đơn đặt hàng. Phí này được thiết kế và chuẩn bị về các công cụ móc máy, trang thiết bị để thực hiện sản xuất hàng hóa. Nên việc này cần được tính chi tiết và cụ thể về số lượng, thời điểm đặt hàng và những yếu tố xung quanh. Cần tìm phương pháp tối ưu hóa quá trình đặt hàng và phí tổn khi đặt hàng. Nhiều thời điểm chi phí sản xuất đơn hàng là chi phí đặt hàng ( Chi phí chuẩn bị) nên vấn đề này cần được xem xét và tối ưu để giảm thiểu lãng phí trong việc sản xuất và thời gian. Đều này sẽ tiết kiệm được phí tổn hàng tồn kho, cũng như nâng cao được năng suất sản xuất của đơn hàng.
Chi phí lưu kho: Chi phí này để lưu những sản phẩm thành phẩm, dở dang, cũng như nguyên phụ liệu được dùng để sản xuất sau này và tiêu thụ trong tương lai. Để đảm bảo được chất lượng nguyên phụ liệu và các sản phẩm không bị hư hỏng, và thất lạc. Quản trị hàng tồn kho cần có những tiêu chuẩn và biện pháp để bảo quản hàng hóa được đảm bảo. Đây cũng là chi phí đáng kể phải tính vào trong giá thành của sản phẩm. Chi phí này được tính trong giá thành của sản phẩm từ 15% đến 30%. Tùy theo mỗi doanh nghiệp và loại hình doanh nghiệp mà chi phí này sẽ được phân bổ sao cho hợp lý. Tất cả chi phí này được tính vào giá thành sản phẩm như: Chi phí thuê nhà cửa, máy móc, thiết bị, nhân công..
Chức năng chủ yếu của hàng tồn kho là đều phối được giữa lượng hàng sản xuất và lượng hàng tiêu thụ. Mỗi thời điểm khác nhau sẽ có số lượng sản xuất khác nhau và lượng tiêu thụ cũng khác nhau. Có thời điểm nhu cầu tăng cao, quản trị kho phải đều phối được một lượng hàng tồn kho đủ để đáp ứng nhu cầu. Chính vì vậy quản trị hàng tồn kho là nhiệm vụ hết sức quan trong trong quá trình sản xuất và bán sản phẩm. Tránh tình trạng thiếu hụt và dư thừa trong quá trình sản xuất và tiêu thụ.
Xét đến vấn đề lạm phát có thể xảy ra: Nếu quá trình doanh nghiệp sản xuất có nhận định lạm phát thì có thể dự trữ một số lượng hàng hóa đây có thể là một khoản đầu tư tốt nếu vấn đề giá cả tăng do tình hình lạm phát sẽ ra. Một khả năng có thể có là khấu trừ hàng tồn kho là đặt số lượng lớn hàng sẽ được giảm giá. Nhưng cần xét đến yếu tố hàng tồn kho, diện tích để lưu trữ và bảo quản trong quá trình sản xuất. Tránh tình trạng dư thừa sản phẩm. Nên cần xác định một số lượng tối ưu để tính chi phí giảm giá khấu trừ, và dự bị hàng tồn kho không tăng đáng kể.
Các phương pháp quản trị hàng tồn
Hệ thống hàng tồn kho được dựa vào để tiến hành các thủ tục và biện pháp đặt hàng, nhập hàng được lưu trữ trong kho hàng. Hệ thống duy trì hàng tồn kho được căn cứ vào đó, có hai loại hàng tồn kho chủ yếu là:
+ Hệ thống hàng tồn kho liên tục
+ Hệ thống hàng tồn kho định kỳ
Hệ thống hàng tồn kho liên tục có nghĩa là hàng hóa được giám sát liên tục khi lượng hàng tồn kho xuống thấp sẽ được đặt tiếp theo. Theo đó cần xác định trước một số lượng hoặc định mức để sát định lúc nào là xuống thấp, đồng thời cũng ấn định số lượng và định mức số hàng được đặt luôn.
R được đưa ra là số lượng được đặt lại khi hàng hóa hoặc nguyên phụ liệu xuống thấp
Q là số lượng được đặt trước và tính cho lần đặt tiếp theo
Khi chúng ta xác định được Q và R có nghĩa là đã hoàn thành chính sách. Công ty chỉ cần đặt một số lượng hàng Q khi hàng tồn kho rơi vào trạng thái R. Vì mỗi lần đặt là giống nhau nên còn gọi là đặt hàng liên tục
Hệ thống xem lại hàng hóa định kỳ là : Khi qua một quảng thời gian thì xem lại kho và số lượng hàng hóa, số lượng đặt hàng là đưa lại mức tồn kho một lượng R đã được ấn định trước, hệ thống lượng đặt hàng cách quảng.
Quản trị hàng tồn kho theo Vilfredo Pareto trong các nhóm lượng hàng hóa tồn kho chỉ có một số lượng hàng hóa có giá trị. Trong xã hội chỉ có một số nhóm người nắm trong tay lượng của cải nhiều nhất, có nhiều món hàng nhưng chỉ có một số ít có giá trị lớn. Quy luật Pareto chúng ta cũng có thể áp dụng trong quản trị hàng tồn kho.
Đều này được áp dụng như sau trong quản trị hàng tồn kho, trong lượng hàng tồn kho có nhiều món hàng bằng phương pháp kỹ thuật chúng ta chỉ lựa ra những sản phẩm có giá trị nhất theo nhóm hạng A,B,C. Tập trung vào những món hàng này và chỉ chiểm khoảng 15% của món hàng loại A.
Bao gồm những loại hàng tồn kho trung bình chúng có giá trị khoảng 15-20% nhưng tỷ lệ của chúng chiếm khoảng 30%. Nhóm C là bao gồm những loại hàng hóa có giá trị nhỏ khoảng chỉ 5% nhưng tỷ lệ chiếm hàng tồn kho và lưu trữ khoảng 50%. Những quản trị hàng tồn kho của doanh nghiệp cũng khác nhau, tùy theo ứng dụng công nghệ mà quản trị kho khác nhau. Một số doanh nghiệp quản trị kho bằng máy tính và phần mềm quản lý. Nhưng cũng có một số doanh nghiệp quản lí doanh nghiệp bằng tay thủ công. Tùy theo những kết quả khác nhau và thu những kết quả nhất định.
Hàng tồn kho được dự đoán những vấn đề sau:
+ Về mặt kỹ thuật của quản trị hàng tồn kho
+ Về vấn đề cung ứng
+ Chất lượng hàng tồn kho
+ Giá cả của chất lượng hàng tồn kho.
+ Giá cả của hàng tồn kho
Dựa vào các cở sở này để lựa ra hàng tồn kho, cơ sở để phân loại và vị trí của hàng tồn kho. Đề ra những chính sách của hàng tồn kho. Như vậy đối với các mặt hàng hàng tồn kho nhóm A được kiểm tra và giám sát chặt chẽ hơn những mặt hàng và giá trị so với nhóm C. Đều này để đảm bảo an toàn trong sản xuất không bị thiếu hoặc dư trong nguyên phụ liệu. Do vậy khi dự báo mua hàng thì dự toán những mặt hàng nhóm A được tính toán cẩn thận hơn so với nhóm C.
Và ngoài ra khi phân những nhóm như vậy trình độ của quản lý kho hàng cũng tăng lên do phải phân loại từng mặt hàng khác nhau, điều này nhằm đảm bảo tối ưu hóa những mặt hàng cần sản xuất và tối ưu hóa được kho. Ngoài việc dựa vào giá trị hàng năm, ngoài xem xét những yếu tố còn xem xét những yếu tố khác.
Quy trình sản xuất và quản lý hàng tồn kho Just In Time được Toyota áp dụng thành công không chỉ đối với công ty của chính họ mà còn đối với các nhà sản xuất khác.
+ Sản xuất tinh xảo là quá trình dùng công nhân lành nghề cùng với những công cụ đơn giản nhưng sản xuất theo yêu cầu của khách hàng. Về chất lượng những hàng hóa như thế này là đều không phải bàn nhưng giá thành thường rất cao tạo nên sự thu hẹp của thị trường. Từ đó dẫn đến sự ra đời của sản xuất đại trà.
+ Sản xuất đại trà là sử dụng công nhân có tay nghề bậc trung dựa vào máy móc có công năng và sản xuất ra hàng loạt. Vì sản xuất đại trà và số lượng nhiều nên quá trình thiết kế tốn nhiều chi phí nên cần có thiết kế và sản phẩm tồn tại thời gian lâu nhất từ đó giảm giá thành của sản phẩm. Tác phong công nghirpj sẽ làm cho công nhân nhàn chán và mất động lực làm việc.
Toyota kết hợp hai yếu tố trên dựa trên tay nghề công nhân cao và được trang bị máy móc hiện đại để sản xuất những sản phẩm đại trà với chất lượng sản phẩm tốt với tay nghề công nhân cao có thể sản xuất đáp ứng nhu cầu của khách hàng. Và tạo ra ít phế phẩm hơn, và sản xuất được nhiều sản phẩm chất lượng hơn, và thiết kế đẹp hơn dựa trên những yếu tố các thiết kế bổ sung cho nhau của hai quy trình giống nhau.
Hệ thống quản lý hàng tồn kho là một phần của quá trình sản xuất nhằm mục đích giảm thiểu chi phí hoạt động bằng cách giảm thiểu bớt những công đoạn hoạt động kém hiệu quả gây lãng phí. Chỉ là doanh nghiệp sản xuất một số lượng đúng bằng số lượng mà giai đoạn tiếp theo cần đến. Các nguyên liệu và hàng hóa cần thiết trong quá trình sản xuất và phân phối được dự báo và lên kế hoạch chi tiết sao cho quy trình tiếp theo có thể thực hiện ngay sau khi quy trình hiện thời chấm dứt. Hệ thống hàng tồn kho được dựa trên ý tưởng thay vì tốn chi phí cho việc lưu trữ hàng hóa thì các nhà sản xuất có thể đáng ứng chính xác số lượng cần thiết chính xác cả thời điểm giao hàng và số lượng cần giao. Hệ thống Just in time nhằm giảm thiểu sự lãng phí không cần thiết giữa các công đoạn trong các giai đoạn sản xuất nguyên liệu được đáp ứng đầy đủ và cần thiết vào đúng thời điểm. Không có tình trạng tồn trữ hoặc thiếu hụt nguyên liệu trong quá trình sản xuất. Mỗi công đoạn sản xuất chỉ sản xuất đúng số lượng và đúng ra sản phẩm mà khách hàng muốn. Do đó không có đầu nào sản xuất ra mà không có đầu ra hoặc phải tồn kho. Hoặc không có nhân công nào hoặc công đoạn nào phải chờ đợi mà thiếu nguyên vật liệu đầu vào. Hệ thống sản xuất này là hệ thống mà nguồn nguyên vật liệu, sản phẩm. hàng hóa trong quá trình truyền vận và được tổ chức sao cho ngay khi quy trình trước kết thúc thì quy trình mới kịp bắt đầu. Không có tình trạng nào mà khi đưa vào quá trình vận hành mà thiếu nhân công hoặc thiếu nguyên liệu phải chờ đợi để có nguyên liệu đầu vào.
Nền tảng Just in time được Ford áp dụng sớm những năm 80 thì được Toyota áp dụng thành công và tạo ra dây chuyền sản xuất giảm thiểu lãng phí và dư thừa nguyên vật liệu trong quá trình sản xuất cũng như thiếu hụt đầu vào.
+ Có thể kiểm soát được chất lượng theo quy trình hàng tháng hoặc hàng ngày và độ thay đổi của thị trường cũng như số lượng.
+ Đảm bảo được cho quy trình tiếp theo và đảm bảo cho quy trình sản xuất được tạo ra đúng chất lượng với quy trình tiếp theo.
+ Tôn trọng con người: Vì quy trình này chịu sức ép dưới tác động phải giảm thiểu chi phí. Quá trình sản xuất thì cần liên tục nên giảm thiểu được chi phí hàng tồn kho, diện tích kho hàng. Nên chi phí kho hàng được triệt tiêu, từ đó tăng tỷ lệ hoàn vốn. Trong quá trình sản xuất thì công nhân tự động lấy những gì cần thiết cho quá trình sản xuất, khi hết thì bộ phận hoặc quy trình trước sẽ sản xuất tiếp theo để bù vào số lượng thiếu hụt. Hệ thống này được thực hiện với quy trình là sản phẩm phải được đồng nhất thì mới có thể tiến hành được. Bởi quy trình này rất chặt chẽ nên lịch mua hàng và quy trình sản xuất phải được cố định để thiết lập lịch lên hàng và mua hàng, sản xuất. Như vậy, cần dự đoán nhu cầu của người tiêu dùng tốt nhất và nguyên cứu số lượng tối ưu để đáp ứng nhu cầu cần thiết nhất của quy trình. Những dấu hiệu nhận biết được just in time là quá trình hàng tồn kho thấp. Đối với những mặt hàng với số lượng sản xuất nhỏ có ưu điểm là số lượng hàng tồn kho ít, dễ kiểm soát chất lượng hàng tồn kho và quá trình kiểm tra sản phẩm. Dễ dàng phát hiện những lỗi sai sót hơn so với nhũng mặc hàng có lô lớn. Giảm thiểu được lượng hàng tồn kho tiết kiệm được quá trình sản xuất cũng như quá trình có thời gian sửa sai trong quá trình sản xuất. Quy trình sản xuất theo mô hình just in time sẽ đào tạo được công nhân và tối ưu hóa được công cụ sản xuất hạn chế được chi phí lắp đặt và chi phí làm mới quy trình. Vì quy trình just in time có độ lặp lại nên giảm được quá trình lắp đặt cũng như tinh chỉnh thiết bị trong quá trình sản xuất lần sau. Mỗi giai đoạn sản xuất sẽ đào tạo được nhân công và nâng cao trình độ trong quá trình sản xuất.
Về quy trình thiết lập mặt bằng
Mặt bằng theo quy trình nguyên lý cũ thì được bố trí theo nhu cầu sản xuất. Nhưng trong hệ thống này được bố trí theo nhu cầu sản phẩm, quy trình được sắp xếp và điều khiển theo những quy trình giống nhau, bố trí trang thiết bị sản xuất được tối ưu khoảng cách và thời gian cho mỗi quy trình sản xuất. Máy móc thiết bị sẽ được tối ưu khoảng cách từ đó giảm thiểu được khoảng cách và diện tích nhà xưởng. Giúp quá trình giao tiếp của công nhân được tốt hơn. Quy trình sản xuất được sắp xếp theo trình tự của từng công đoạn nên được di chuyển bố trí hợp lí đều này tạo nên sự giảm thiểu quá trình vận chuyển, thời gian vận chuyển giữa các công đoạn với nhau. Do vậy, nên nhà xưởng có quy mô nhỏ hơn. Quy trình just in time thường có ít hàng tồn kho nên việc các thiết bị hư hỏng gây ra nhiều vấn đề trong quá trình vận hành. Nên cần giảm thiểu việc hư hỏng máy móc tạo ra, cần bảo trì định kỳ và thường xuyên thay thế những thiết bị bị hư. Quá trình chăm sóc bảo dưỡng những thiết bị này thường được công nhân quan tâm. Vấn đề hỏng hóc có thể xảy ra nên cần chủ động chủng bị những phụ tùng và thiết bị dự phòng. Quá trình bảo dưỡng cần co đội ngũ nhỏ sửa chữa những thiết bị hư như thế này, hoặc huấn luyện cho nhân viên biết tự sửa chữa những thiết bị.
Trong những quy trình sản xuất cũ công nhân chỉ biết những quy trình sản xuất nhỏ hẹp thì trong quy trình của just in time công nhân được đào tạo và vận hành nhiều móc máy và những quy trình khác nhau, tự bảo trì sửa chữa thiết bị. Những công nhân không được chuyên môn hóa sẽ được đào tạo những quy trình khác nhau phù hợp với môi trường sản xuất và nâng cao tay nghề của công nhân.

Đồng phục áo thun có cổ
Giá: Liên hệ
May áo thun cổ trụ theo yêu cầu
Giá: Liên hệ
Xưởng may áo thun cổ trụ
Giá: Liên hệ
Xưởng may áo thun cá sấu
Giá: Liên hệ
Xưởng sản xuất áo thun đồng phục
Giá: Liên hệ
CƠ SỞ MAY ÁO THUN CÁ SẤU
Giá: Liên hệ
CÔNG TY MAY ĐỒNG PHỤC
Giá: Liên hệ
CƠ SỞ SẢN XUẤT ÁO THUN ĐỒNG PHỤC
Giá: Liên hệ
Đặt in áo thun cá sấu
Giá: Liên hệ
Cơ sở sản xuất áo thun cổ tròn
Giá: Liên hệ
May áo thun cổ tròn theo yêu cầu
Giá: Liên hệ
Bảng size chuẩn áo thun cổ trụ
Giá: Liên hệ
Cách may áo thun cổ tròn in logo
Giá: Liên hệ
Cách tra cổ áo thun
Giá: Liên hệ
Hướng dẫn cắt may áo cổ trụ
Giá: Liên hệ
Cách khâu vắt
Giá: Liên hệ
Bảng màu và chất liệu áo thun cổ tròn
Giá: Liên hệ
Bán áo thun tại Vĩnh Lộc
Giá: Liên hệ
May và cung cấp áo sơ mi nam giá rẻ
Giá: Liên hệ
Xưởng may áo sơ mi nam
Giá: Liên hệ
May áo sơ mi đồng phục
Giá: Liên hệ
Xưởng may áo thun cổ trụ
Giá: Liên hệ
Áo sơ mi trắng nữ hàng hiệu
Giá: Liên hệ
Cơ sở may áo thun đồng phục
Giá: Liên hệ
May gia công quần áo bảo hộ lao động
Giá: Liên hệ
Áo thun dồng phục gia huy
Giá: Liên hệ
Công ty may minh gia huy
Giá: Liên hệ
May Quần Áo Bảo Hộ Lao Động Tphcm
Giá: Liên hệ
Áo thun đồng phục có cổ
Giá: Liên hệ
Đồ Bảo Hộ Lao Động
Giá: Liên hệ
Xưởng may áo thun polo
Giá: Liên hệ