




CÔNG TY MAY ĐỒNG PHỤC
- Mã sản phẩm: 15
- Giá : Liên Hệ
- Minh Gia Huy chuyên may áo thun đồng phục bao gồm áo thun cổ trụ, áo thun cổ tròn và đồng phục cho nhân viên. Quảng cáo, sự kiện...
Trong bài này mình sẽ giới thiệu cho các bạn về nguyên lý hoạt động và làm việc của máy cắt dao tròn.
MÁY CẮT DAO TRÒN
Máy cắt dao tròn dùng để cắt các nguyên liệu và vải có kích thước lớn đến các loại vải có kích thước trung bình với các hình dạng đơn giản từ (1 lớp đến 1212 lớp). Hoặc để cắt các vật liệu đơn giản từ 1 đến 2 lớp vật liệu. Máy được di chuyển dọc theo các đường viền cắt trong khi các lớp vải vẫn đứng yên một vị trí cố định. Máy cắt dao tròn cắt đảm bảo nhất đối với các vật liệu trơn vì chuyển động quay của dao chuyển động đảm bảo nén liên tục, dao cắt tròn nhẹ hơn từ 3Kg đến 11Kg so với dao cắt thẳng do đó dễ di chuyển hơn.
Máy dao cắt tròn gồm các bộ phận chính sau: 1. Động cơ 2. Cáp điện 3. Tay cầm 4. Máy mài dao 5. Lá chắn an toàn 6. Lưỡi dao quay 7. Tấm đế có con lăn
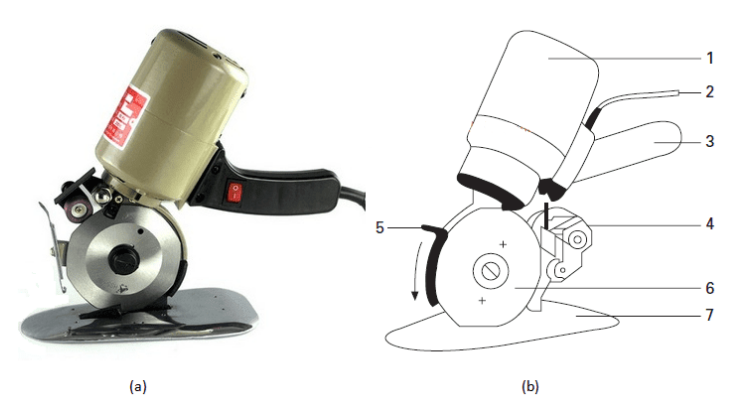
Các bộ phận quan trọng của dao cắt tròn được mô tả dưới đây:
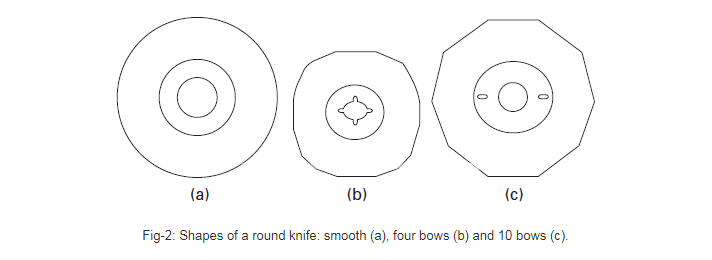
Con dao tròn : Thiết bị cắt là một con dao tròn được mài sắc dọc theo một bên. Con dao quay và cắt vải đi xuống. Đường kính của dao có thể thay đổi từ 80 đến 200mm. đường kính dao càng lớn, máy càng lớn nặng và mạnh hơn do đó càng ít cơ động. Các máy được sử dụng rộng rãi nhất là máy có dao 100 đến 110mm.Các dao có hình dạng khác nhau để cắt các hình dạng khác nhau dùng để cắt các vật liệu khác nhau. Lưỡi tròn dùng để cắt các vật liệu nhẹ nhưng lưỡi đa giác 4,6,8 và 10 được sử dụng để cắt các vật liệu dày và cứng hơn ( Xem hình 2) Các dao có thể có một hoặc hai tốc độ quay. Bởi vì thiết bị cắt có hình tròn chiều cao của vệt cắt có thể chỉ bằng một phần tư đường kính dao
Máy mài dao: Máy được tích hợp hệ thống mài lưỡi sử dụng đá nhám có thể thay thế. Cần phải dừng quá trình cắt trong quá trình mài. Tần số mài phụ thuộc vào quá trình cắt và phụ thuộc vào nguyên vật liệu cắt.
Các tấm cơ sở và con lăn của nó. Cấu hình tấm đế thấp nhất có thể là cần thiết để đảm bảo sự ổn định của máy. Tấm đế tạo điều kiện cho khả năng điều khiển của máy và giảm thiểu rủi ro làm biến dạng các vật liệu trong quá trình làm việc. Các con lăn di chuyển độc lập được cố định dưới tấm đế để đảm bảo máy di chuyển dễ dàng.
Dây cáp: Một dây cáp điện cung cấp cho động cơ với điện. Trong quá trình cắt, nó phải được bảo vệ khỏi bề mặt của bàn cắt để tránh khả năng bị điện giật.
Thiết bị an toàn: Máy có tấm chắn an toàn phía trước để bảo vệ người điều khiển tay khỏi lưỡi dao. Nó cũng có thể được trang bị một bộ kích hoạt dừng tự động để tắt nguồn khi tay người điều khiển ra khỏi đòn. Một công tắc Bật/Tắt riêng biệt được đặc trên đỉnh máy. Trong quá trình cắt, người vận hành phải đeo găng tay bảo vệ đặc biệt.
Ưu điểm của máy cắt dao tròn:
Dễ dàng xử lý và vận hành. Thích hợp để cắt lớp đơn cũng như đa lớp ( Giả sử từ 20-30 lớp). Thích hợp cắt đường cong nhẹ nhàng. Thích hợp cắt quy mô nhỏ. Để cắt phần lớn hơn của hàng may mặc. Với cùng một r.p.m hiệu quả của nó lớn hơn 10 lần so với dao thẳng. Máy cắt dao tròn được sử dụng đặc biệt phù hợp với quần áo thời trang.
Nhược điểm khi làm việc với máy cắt dao tròn:
Hình dạng tròn của thiết bị cắt giới hạn đáng kể chiều cao của vết cắt có thể không quá một tư đường kính dao. Vì bề mặt của thiết bị cắt lớn, máy có khả năng điều khiển hạn chế. Nó không thể thay đổi đột ngột theo hướng cắt hoặc cắt các đường viền với độ cong lớn. Do hình dạng tròn của thiết bị cắt, máy không thể sử dụng để cắt rãnh.
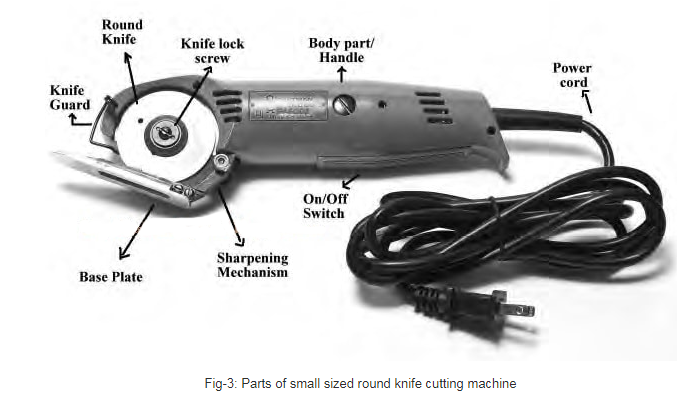
Kéo cắt/ Máy cắt dao tròn nhỏ: Máy cắt dao tròn có kích thước nhỏ đặc biệt có sẵn để cắt một hoặc nhiều lớp vật liệu (Cho khoảng cách lên đến 10mm) như trong Hình 3. Chúng có hình dạng khác nhau, có một con dao có đường kính nhỏ ( Thường là 50mm) và có trọng lượng nhẹ (0.5 đến 1.5 Kg). Các máy có thể là nguồn điện hoặc pin. Máy cắt nhỏ nhất và được sử dụng nhiều nhất là nâng cấp hoàn hảo hoặc thay thế cho kéo cắt thủ công. Sắp xếp hợp lý, nhẹ nhàng giúp loại bỏ sự miệt mỏi của người vận hành máy. Cơ chế mài sắc tích hợp để dễ sử dụng. Được trang bị lưỡi tròn để sử dụng thông thường, hoặc tùy chọn với lưỡi lục giác hoặc lưỡi bốn mặt cho các vật liệu khó cắt.
Các bộ phận và chức năng của máy cắt dao tròn mini:
Dao: Nói chung dao tròn dùng để cắt vải. Dựa trên loại biến thể ứng dụng của dao như hình lục giác có thể được ưu thích.
Bảo vệ dao: Một thanh kim loại nhỏ ở phía trước dao để tránh tiếp xúc trực tiếp của tay với dao trong quá trình cắt.
Vít khóa: Vít khóa dao là bộ phận thiết yếu, giữ dao ở vị trí. Vít cần phải được loại bỏ trong quá trình và trong khi thay đổi dao mỗi lần.
Ống lót carbon: Ống lót carbon nằm trong thân máy và vỏ máy. Các ống lót cần được thay thế sau mỗi 200 chiếc và được sử dụng dựa trên nhà sản xuất.
Cơ chế mài sắc: Cơ chế mài dao nằm ở hai mặt của lưỡi dao. Cơ chế cần được làm sạch sau mỗi lần sử dụng. Bụi tích tụ trong các thiết bị sẽ làm giảm hiệu suất của máy khi sử dụng và hiệu quả của máy cắt.
Tấm đế: Tấm đế là tấm di chuyển dưới lớp vải trong quá trình cắt. Đôi khi các tấm cơ sở có thể được gỡ bỏ và thay thế bằng các hướng dẫn cắt.
Thân/Tay cầm: Thân máy là vỏ ngoài bằng nhựa của cụm động cơ điện cũng được sủ dụng làm tay cầm để vận hành máy. Nhưng máy có sẵn với tay cầm dài quá. Hoạt động của máy cắt dao tròn nhỏ được sử dụng như trong hình 4
.png)
------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Minh Gia Huy là cơ sở sản xuất và gia công các mặt hàng với các mục theo từ khóa như sau:
Công ty may đồng phục
Công ty may áo thun
Bảng giá áo thun đồng phục
In áo đồng phục tphcm
Xưởng may đồng phục
Áo thun đồng phục giá rẻ
Xưởng in đồng phục
Áo thun đồng phục giá rẻ
Bài viết hướng dẫn sửa chữa máy
QUY TRÌNH HIỆU CHỈNH MÁY ĐÍNH BỌ JUKI LK 1850
I . ĐIỀU CHỈNH BỘ TẠO MŨI
1. Điều chỉnh kim.
1.1 Sử dụng kim
1.2. Chiều sâu kim ( Chiều cao kim)
2. Bước đi của kim và mũi chao
3. Khe hở giữa kim và sừng trâu
4. Khe hở giữa kim và mũi chao
5. Khoảng cách của kim và ốp chao
II. ĐIỀU CHỈNH THỜI ĐIỂM CAM ĐƯA VẢI ( Thời điểm sàng bàn ép vải )
III. ĐIỀU CHỈNH THỜI ĐIỂM DỪNG MÁY
1. Vị trí cò dừng chuyển dừng
2. Thời điểm dừng chuyển động
3. Điều chỉnh nhíp ép đầu puly
4. Điều chỉnh ốc chặn cần khởi động.
V. ĐIỀU CHỈNH CƠ CẤU NÉN ÉP NGUYÊN LIỆU
1. Vị trí khung ép
2. Độ cao của khung ép
3. Vị trí đối xứng của khung ép
V. ĐIỀU CHỈNH VỊ TRÍ CẦN GẠT CHỈ
VI. ĐIỀU CHỈNH DAO DI ĐỘNG VÀ DAO ĐỐI KHÁNG
1. Điều chỉnh tâm phụ cam chuyển động dao
2. Vị trí dao di động và dao đối kháng
3. Chiều cao dao di dộng và dao đối kháng
4. Độ nghiêng của lưỡi dao đối kháng
VII. ĐIỀU CHỈNH TỔNG HỢP
1. Điều chỉnh thanh phóng thích độ nhả chỉ
2. Vị trí của nhíp ổ
3. Điều chỉnh tâm an toàn.
VIII. ĐIỀU CHỈNH SỨC CĂNG CHỈ
1. Điều chỉnh chiều dài chỉ còn lại trên kim
2. Điều chỉnh râu tôm
IX. NHỮNG TRƯỜNG HỢP CẦN LƯU Ý:
1. Điều chỉnh độ căng dây curoa
2. Điều chỉnh đánh suốt
3. Hình dạng của ốp chao
4. Cách khử độ rơ của trục sừng trâu
5. Cách khử độ rơ của trục chính
6. Cách khử độ rơ của trục vít và bánh vít
I. ĐIỀU CHỈNH BỘ TẠO MŨI
1. Điều chỉnh kim:
1.1 Sử dụng kim - cách lắp kim:
- Sử dụng kim DPx5
- Cách lắp kim
1.2. Chiều sâu kim:
Độ cao của trụ kim.
Khi trụ kim ở điểm thấp nhất, vạch trên của trụ kim ngang bằng với dưới của bạc trụ kim.
Ghi chú: Điều chỉnh phần này trước khi điều chỉnh những phần khác
2. Bước đi của kim và mũi chao
Quay puly cho kim xuống tận cùng dưới rút lên vạch thứ II ngang bằng mép dưới bạc trụ kim, lúc này chao từ tận cùng trái lao qua nằm giữa tâm kim.
3. Khe hở giữa kim và sừng trâu
3.1. Thời điểm của trụ kim.
Trụ kim đi lên từ điểm thấp nhất cho tới khi vạch dưới khắc trên trụ kim ngang bằng với đầu dưới của bạc trụ kim.
3.2. Thời điểm của chao
Khi đã chỉnh như trên, tâm của kim trùng hợp với mũi chao ở điểm A
3.3 Khe hở giữa kim và sừng trâu.
Khi đã chỉnh như phần 2 kể trên, sẽ không có khe hở nào giữa kim và sừng trâu
3.4 Khe hở giữa kim và mũi chao
Khi đã chỉnh như phần 2 kể trên, khe hở B giữa kim và mũi chao là 0,05 - 0,1mm
3.5 Khe hở giữa kim và ổ chao
Khe hở giữa mặt bằng của kim và ổ chao là 7,5mm
Cách điều chỉnh
1) Theo tiêu chuẩn điều chỉnh ở phần (1), độ cao của trụ kim, vạch dưới của trụ kim ngang bằng với đầu dưới của bạc. 2) và 3) nới lỏng vít (1) ở sừng trâu, chỉnh theo chiều xoay vòng và chiều thẳng đứng.
Lưu ý: Khi chỉnh thời điểm của chao, nhớ xoay theo chiều mũi tên
(4) Nới ốc (10) của chao và xoay trục vi sai (11) để điều chỉnh (5) Nới ốc (10) để điều chỉnh. Cẩn thận điều chỉnh như đã ghi ở phần (4) điều chỉnh khe hở giữa kim và điểm của chao.
Lưu ý: Khe hở theo chiều xoay vòng giữa chao và phần xoay chao là 0.3 - 0.5mm. Đẩy điểm D để điều chỉnh. Sau khi chỉnh, kiểm tra điểm C cách cân đối theo chiều thẳng đứng với chao
Kết quả điều chỉnh
1) và 2) Điều chỉnh thời điểm của chao, từ từ giảm bớt độ cao của trụ kim ( Vạch trên ) đối với vải mềm, và ngược lại, tăng dần độ cao với vải cứng. Để tránh nhảy mũi (3) Nếu khe hở giữa kim và sừng trâu lớn hơn 0mm, kim sẽ bị cong về hướng mũi chao, làm trầy mũi chao và kim. Ngược lại, kim và sừng trâu chạm vào nhau quá nhiều làm nhảy mũi.
4) Nếu khe hở giữa kim và mũi chao lớn hơn 0,05 - 0,1mm sẽ làm nhảy mũi. Nếu nhỏ hơn trị số ấn định, kim sẽ chạm vào mũi chao làm trầy mũi, hoặc đứt chỉ.
5) Nếu khe hở giữa kim và ổ chao nhỏ hơn 7,5mm, chỉ kim sẽ không trải ra đầy đủ, làm cho chỉ kim cọ sát vào chao. Nếu khe hở giữa chao và sừng trâu lớn hơn 0,3...0,5mm sẽ gây tiếng ồn. Ngược lại, khi khe nhỏ hơn, đường chỉ sẽ không căng khi may bằng chỉ đầy.
II. ĐIỀU CHỈNH THỜI ĐIỂM CAM ĐƯA VẢI:
(1) Điều chỉnh cam đưa vải ( Thời điểm sàng bàn ép)
Điều chỉnh để mũi kim cách mặt nguyệt từ 8-12mm.
III. ĐIỀU CHỈNH THỜI ĐIỂM DỪNG MÁY:
Thực hiện theo đúng thứ tự các bước điều chỉnh từ (1) tới (4) dưới đây:
1. Vị trí của cò dừng chuyển động.
Khi máy chạy đến vòng chậm. Điều chỉnh sao cho có một khe hở 3mm giữa cò dừng chuyển và cam.
Cách điều chỉnh: Nới lỏng tán (1) và chốt (2) để xoay cam đưa vải theo hướng A hoặc B để điều chỉnh. Khi xoay cam (3) theo hướng A, thời điểm đưa vải sẽ mau hơn. Khi xoay cam (3) theo hướng B, thời điểm đưa vải sẽ chậm hơn.
Kết quả điều chỉnh: Chỉ căng khi đầu kim cách mặt nguyệt khoảng 8mm. Khi cách 12mm mũi chỉ kim đầu tiên sẽ không bị lồi ra khỏi vải khi may bằng chỉ.
Lưu ý: Điều chỉnh độ cao của trụ kim trước khi điều chỉnh phần này. Nhớ phải điều chỉnh lại cam (4) khi cam đưa vải đã được chỉnh.
2. Thời điểm dừng chuyển động: Chỉnh cho con lăn cam điều hòa dừng chuyển động rơi từ điểm tốc độ thấp của cam điều hòa dừng chuyển động xuống điểm dừng trên mặt của cò dừng chuyển động ngang mặt với tâm của vít số 1 trên cam vào mũi chỉ cuối cùng. Nhớ quay trục chính trong lúc lấy cò bằng tay.
Cách điều chỉnh: Nới lỏng 3 ốc (5) và chỉnh nó trong khe hở. Thời điểm dừng chuyển động đối với vải nhiều và vải dày). Có loại cam điều hòa dừng chuyển động chuyên dùng cho vải nhiễu và vải dày. Điều chỉnh cho có dừng chuyển động tỳ vào ốc cam số (2). Vòng lăn cam lăn từ phần tốc độ thấp đi tới phần ngừng của cam điều hòa.
Kết quả điều chỉnh: Nếu trễ hơn ốc số (1) thắng sẽ không hoạt động gây nên sự và chạm mạnh khi ngừng, hơn nữa có thể làm máy ngừng lại ngay 2,3 mũi kim đầu khi may vải dày. Sự chuyển động không điều và thời điểm giữa các mũi chỉ chậm lại chút ít. Nếu sớm hơn ốc số (1): Thắng sẽ hoạt động quá mạnh làm dừng chuyển động quá sớm trước một mũi (Chỉ) sẽ gây tiếng động bất thường. Nếu A lớn hơn 0,35mm vậy B phải nhỏ hơn 0,35, puly tốc độ thấp chạm vào puly thay đổi làm nóng máy, hoặc thời hạn thay đổi tốc độ từ thấp tới cao của trụ kim làm máy chạy chậm và ngừng lại. Nếu A nhỏ hơn 0,35mm như vậy B sẽ lớn hơn 0.35mm lực xoắn sẽ không thích hợp lúc máy chạy chậm làm nóng máy khi puly thay đổi chạm vào puly tốc độ cao. Nếu khe A+B+C lớn hơn trị số chỉ định. Máy có thể dừng lại khi may vải dày.
4. Điều chỉnh ốc chặn cần khởi động
Khi khe hở giữa co dừng chuyển động và cam dừng chuyển động là 3mm coi đoạn (3), cần khởi động phải chạm vào ốc chặn.
IV. ĐIỀU CHỈNH CƠ CẤU NÉN ÉP NGUYÊN LIỆU:
1. Vị trí khung kẹp: Chỉnh theo chiều thẳng đứng để 2 khe A cân đối giữ kim và khung kẹp cũng để 2 khe B cân đối với tấm đưa vải và khung kẹp khi chỉnh dùng tay xoay trục chính.
Cách điều chỉnh: Dừng máy khi các khung kẹp ở trên cao, nới lỏng ốc (4) để chỉnh. Nếu chân phải và trái của kẹp không thăng bằng, vặn lại ốc (3) để điều chỉnh. Nới lỏng tán (1) của trục con lăn cam điều tiết, đưa trục theo hướng mũi tên điều chỉnh. Để sửa những sai lệch nhỏ, nới lỏng tán điều chỉnh và đẩy khung kẹp qua phải hay trái để chỉnh. Nới lỏng tán (1) của trục con lăn cam điều tiết, đưa trục theo hướng mũi tên để chỉnh. Để sửa những sai lệch nhỏ, nới lỏng tán điều chỉnh và đẩy khung kẹp qua phải hay trái để chỉnh.
Kết quả điều chỉnh: Nếu khung kẹp quá cao, khung kẹp sẽ vướng cần gạt khi hoạt động. Nếu các ốc (3) quá thấp, khung chân kẹp chạm vào trục dưới ở điểm A. Vị trí không đúng của tâm khung kẹp sẽ làm kim chạm vào khung kẹp và gãy.
V. ĐIỀU CHỈNH VỊ TRÍ CẦN GẠT CHỈ:
Tiêu chuẩn điều chỉnh:
Vị trí cần gạt chỉ: Khi cần gạt đi qua kim, mũi kim cách cần gạt 2,5mm hoặc hơn. Khi cần gạt ở vị trí gốc, đầu cần gạt cách kim 15mm. (Kim đứng ở thời điểm máy dừng chuyển động)
VI. ĐIỀU CHỈNH DAO DI ĐỘNG VÀ DAO ĐỐI KHÁNG:
1. Điều chỉnh tâm phụ của cam chuyển động cam
Khi gắn vòng lăn (2) vào chỗ lõm của cam chuyển động dao sẽ có 1 khe hở 0,3 - 0,5mm giữa vòng lăn (3) và tấm phụ của cam chuyển động dao.
Cách điều chỉnh: Chỉnh vị trí cần gạt bằng ốc (1) để chuyển dịch cần gạt, xoay puly (3) để cần khởi động (2) lên xuống. Trong khi điều chỉnh, nhớ cam dừng chuyển động chạm vào điểm A của cò dừng chuyển động.
Kết quả điều chỉnh: Nếu khe giữa đầu kim và cần gạt nhỏ hơn 2,5mm. Cần gạt vướng vào kim làm gãy hoặc trầy kim. Nếu lớn hơn 2,5mm ốc của kẹt kim sẽ chạm vào cần gạt khi trục kim đi xuống.
1) Ấn cần khởi động xuống, xoay puly để hạ thấp chân kẹp xuống.
2) Ấn cần khởi động xuống, và xoay puly thay đổi theo hướng mũi tên tới khi vòng lăn (2) khớp vào chỗ khuyết của cam chuyển động dao.
3) Khi vòng lăn (2) khớp vào chỗ khuyết của cam, nới lỏng các ốc điều chỉnh cho có 1 khe hở giữa vòng lăn (3) và tấm phụ của cam chuyển động dao cắt.
Nếu khe hở quá rộng, thời điểm cắt chỉ trễ, sẽ không cắt được chỉ. Nếu không có khe hở giữa tấm phụ của cam chuyển động dao và vòng lăn (3) hoạt động cắt chỉ sẽ bị cản trở và không cắt được chỉ
2. Vị trí di động và dao đối kháng.
Vị trí dao đối kháng: Khe hở giữa dao đối kháng và lỗ tấm kim là 0.5mm
Vị trí dao di động: Lỗ tấm kim phải trùng với lỗ ở dao di động vào lúc ngừng chuyển động ( trước khi chân kẹp đi lên)
3. Độ cao của dao di động và dao đối kháng
Dao di động: Lưỡi dao di động cách tấm kim là 0,15mm
Dao đối kháng: Lưỡi dao đối kháng cách tấm kim 0,1 - 0,15mm
4. Độ nghiêng của lưỡi dao đối xứng
Mặt của lưỡi dao đối kháng nghiêng 0,2mm để cắt 2 loại chỉ một cách cân bằng ( Chỉ kim và chỉ suốt).
Cách điều chỉnh
1) Vị trí dao đối kháng
Nới lỏng ốc (1) và chỉnh vị trí dao đối kháng
2) Vị trí dao di động
Nới lỏng ốc (5) và chỉnh vị trí dao di động
Lưu ý: Các dao hoạt động bình thường khi dao di động đi qua mặt trong của tấm kim ở điểm A của hình vẽ.
1) Chỉnh độ cao dao di động
Chỉnh độ cao của dao di động tùy theo độ dài của long đền (3) ở hình VII.28. Nếu không chỉnh được, chọn và dùng các chi tiết dưới đây
Chi tiết số: B242328000A Diễn giải: Long đền dao di động Độ dày: 0,4mm
Chi tiết số: B242328000 Long đền dao di động 0,5mm
Chi tiết số: B242328000 Long đền dao di động 0,6mm
Chi tiết số: B242328000 Long đền dao di động 0,7mm
Kết quả điều chỉnh: Nếu khe hở nhỏ hơn 0,5mm chỉ sẽ bị lưỡi dao của đối kháng cắt khi dao di động kéo chỉ, vì vậy chỉ kim và chỉ suốt sẽ bị cắt quá ngắn. Nếu khe lớn hơn 0,5mm đuôi chỉ trên vải quá dài. Nếu dao di động nghiêng về phía dao đối kháng, cắt chỉ hoạt động vào lúc dừng chuyển động hoặc việc trải chỉ không thích hợp làm không cắt được chỉ. Nếu dao di động cách dao đối kháng quá xa, cấu tạo cắt chỉ bị kẹt, không cắt được chỉ, hoặc kim sẽ chạm vào dao di động làm gãy kim. Sự chênh lệch không đủ theo chiều ngang giữa dao di động và dao đối kháng làm không cắt chỉ được ( Trị số ấn định là 0,25-0,3mm) Sự chênh lệch theo chiều ngang giữa tấm kim và dao đối kháng quá lớn làm lưỡi dao đối kháng cắt chỉ khi dao di động kéo chỉ làm cho chỉ kim và chỉ suốt bị cắt quá ngắn. Điều chỉnh độ cao đối kháng, dùng tuốc vít vặn phần A. Gọt cạnh (C) nếu chỉ ở phía (B) không cắt được hoặc gọt cạnh (B) nếu chỉ ở phía (C) không cắt được.
Lưu ý: Nhớ để mỗi cạnh ở 1 góc nhỏ hơn 90 độ khi gạt cạnh (B) hoặc (C). Nếu độ nghiêng của dao đối kháng nhỏ hơn 0,2mm không cắt được chỉ ở phía (B).
VIII. ĐIỀU CHỈNH TỔNG HỢP
Tiêu chuẩn điều chỉnh
1. Điều chỉnh thanh phóng thích độ nhả chỉ: Khi máy dừng, chân kẹp đưa lên, thanh phóng thích độ nhã chỉ sẽ nhô ra 4mm từ mặt của trụ đỡ ( Phải xem lại đồng tiền phải đóng khi máy hoạt động).
2. Vị trí của nhíp ổ:
Nhíp ổ được đặt ngang bằng, cân đối với điểm vào kim theo chiều ngang, và theo chiều dọc, phần khuyết của kim ngang hàng với điểm A ở hình dưới.
Lưu ý: Các vết này ở phần B có thể gây ra đứt chỉ suốt. Nếu có vết trầy, phải làm cho trơn láng.
Cách điều chỉnh: Khi máy ngừng, tháo nắp trên và nắp mặt, nới lỏng ốc (1) đưa chân kẹp lên. Tháo khung chân kẹp tấm đưa vải và mặt nguyệt rồi chỉnh bằng ốc (1).
Lưu ý: Vị trí của ốc (2) cũng ảnh hưởng tới vị trí dọc của nhịp ổ
Kết quả điều chỉnh: Nếu độ nhô ra của thanh phóng thích độ nhả chỉ nhỏ hơn 4mm, khi máy hoạt động, đồng tiền chỉ luôn luôn bị phóng thích. Nếu nhỏ hơn 4mm quá nhiều, thanh phóng thích (3) sẽ rời khỏi trụ đỡ (2) lúc chân kẹp đi lên làm chân kẹp không lên được và đồng tiền chỉ cũng không được phóng thích. Nếu độ nhô ra của thanh phóng thích lớn hơn 4mm. Đầu của thanh phóng thích chạm vào nắp mặt nạ gây lên tiếng ồn khi chân kẹp đi lên, chỉ cũng không được phóng thích vào thời điểm cắt chỉ, khiến chỉ kim bị cắt quá ngắn. Sự sai lệch về phía bên hoặc chiều, thẳng đứng của nhíp ổ, làm chỉ kim cọ sát vào chao. Nếu nhíp ổ được đặt quá sâu về phía sau, dao di động có thể không cắt được chỉ kim.
3. Điều chỉnh tấm an toàn
Khe A giữa tấm an toàn và cần nâng chân kẹp là 0,2 - 0,5mm. Khe B giữa tấm an toàn và chiều dọc theo trục cần là 1,5 - 2,5mm khi ấn cần xuống.
Cách điều chỉnh: Nới lỏng ốc (3) để điều chỉnh sau đó siết chặt lại.
Kết quả điều chỉnh: Nếu khe A quá nhỏ, chân kẹp không lên được. Nếu khe B nhỏ hơn số ấn định. Tấm an toàn và cần nâng chân kẹp vướng vào nhau làm việc chuyển động ngừng không thực hiện được. Nếu khe B = 0 máy không khởi động được. Nếu khe A quá lớn, cần gạt chỉ và cắt chỉ sẽ hoạt động trước sự ngừng chuyển động làm cần gạt vướng vào kim, hoặc cắt chỉ cắt phần chỉ còn lại ở kim quá ngắn làm cho chỉ tuột ra khỏi tấm kim khi bắt đầu may.
VIII. ĐIỀU CHỈNH LỰC CĂNG CHỈ:
Tiêu chuẩn điều chỉnh:
1. Điều chỉnh chiều dài còn lại trên kim: Chiều dài của chỉ còn lại ở kim sau khi cắt là 35 - 40mm tính từ lỗ kim. Trường hợp chỉ tổng hợp đuôi chỉ sẽ dài hơn chỉ cotton.
2. Điều chỉnh lò xo râu tôm:
Độ mổ: Mỗi lần lò xo râu tôm hoạt động sẽ xê dịch khoảng 8mm từ mặt nằm ngang của phần dẫn chỉ hình chữ L
Độ căng: Kiểm tra đường chỉ để chỉnh độ căng ( Khi máy chạy, độ căng thích hợp làm lò xo râu tôm nâng chỉ chuyển dịch như trên).
Cách điều chỉnh: Điều chỉnh bằng đồng tiền chỉ số 1- Khi nút số 1 xoay chiều A, chiều dài chỉ còn lại ở kim giảm. Khi nút số 1 xoay chiều theo chiều B, chiều dài sẽ tăng.
Lưu ý:
Cẩn thận đừng để thời điểm phóng thích chỉ quá trễ nếu không chỉ kim sẽ bị cắt quá ngắn.
(1) Chỉnh độ nhảy - Lò xo râu tôm. Nới ốc (3), đưa tuốc nơ vít vô bộ phận căng chỉ số 4 vặn để điều chỉnh.
2) Điều chỉnh độ căng chỉ: Siết chặt ốc (3) trước, đưa tuốc nơ viết vô bộ phận căng chỉ số 4 vặn để điều chỉnh.
Kết quả điều chỉnh: Chiều dài còn lại của chỉ không đủ sẽ làm chỉ tuột ra khỏi kim khi bắt đầu may. Nếu phần chỉ còn lại quá dài, chỉ sẽ dư ra trên vải, hoặc mép bọ rất xấu. Nếu độ mở lớn hơn 8mm, đuôi chỉ còn lại ở kim sẽ quá ngắn. Chỉ tuột ra khỏi kim khi bắt đầu may.
I. NHỮNG TRƯỜNG HỢP CẦN LƯU Ý:
* Tiêu chuẩn điều chỉnh:
Điều chỉnh độ căng dây curoa: Cả hai dây curoa tốc độ cao và tốc độ thấp dùng khoảng 10mm khi ấn ngón tay ( Áp lực 1kg) vào giữa dây curoa ( Tại điểm mũi tên chỉ)
Điều chỉnh đánh suốt: Một khe hở khoảng 3mm giữa bánh đánh suốt và dây curoa khi bánh này không cuốn chỉ ở suốt.
Cách điều chỉnh: Điều chỉnh độ căng của dây curoa tốc độ cao. Nối vít (1) và tán (2), chuyển dịch bệ năng động cơ xuống để điều chỉnh. Khi đã thích hợp, siết chặt ốc và tán.
2. Điều chỉnh độ căng của dây curoa tốc độ thấp. Nới 3 ốc (3) ở puly chuyển động, và di chuyển puly không tải qua phải hoặc trái để điều chỉnh độ căng dây curoa rồi siết các ốc lại.
1. Di chuyển động cơ hoặc puly động cơ để chỉnh vị trí dây curoa.
2. Khi đang đánh suốt, chỉnh ốc (3) để tấm đỡ dây curoa đánh suốt nhẹ vào mép dây curoa.
Kết quả điều chỉnh: Dây curoa tốc độ cao căng quá làm puly không chạy được êm và làm giảm tốc độ khi máy chạy nhanh. Độ căng không đủ sẽ gia công độ rung, làm máy không chạy nhanh được mà chạy chậm lại và ngừng hẳn. Nếu khe nhỏ hơn 3mm, dây curoa sẽ chạm vào bánh xe cuốn chỉ và mòn. Nếu tấm đỡ giây curoa không chạm nhẹ vào dây curoa tốc độ cuốn chỉ sẽ thấp.
3. Nếu suốt thông quay thẳng bằng nới ốc (1) và nghiêng đánh suốt về bên phải hay trái.
4. Để chỉnh số lượng chỉ cuốn quanh suốt, nới lỏng ốc (2) để đưa tấm ép suốt về phía trước hay sau.
Nguyên nhân
Hình dạng của vòng nắp ổ: Hình mỏ chao bị mòn nhiều, tháo vòng nắp ổ ra và kiểm tra xem phần miệng nằm trên phía sau có số đo 0,2x8mm.
Cách sửa: Nếu phần miệng không đo được 0,2x8mm. Sửa chữa bằng đá mài và dầu
Khử độ rơ theo trục
Nới lỏng 2 ốc (1) của vòng đẩy, và vừa siết những ốc này lại vừa đẩy trục chao theo hướng mũi tên. Khử độ rơ theo hướng vòng. Thay bằng 1 trong những chi tiết thích ứng sau:
13508353: Nối bánh răng trục chao Ø 0,2mm nhỏ hơn
13509054: Nối bánh răng trục chao Ø 0,1mm nhỏ hơn
13509153: Nối bánh răng trục chao ( Tiêu chuẩn)
13519252: Nối bánh răng trục chao (Ø 0,1mm lớn hơn)
13519351: Nối bánh răng trục chao ( Ø 0,2mm lớn hơn)
Vừa siết ốc (1) và ốc (2) vừa đẩy cần bẩy bằng tuốc tơ viets theo hướng mũi tên. Siết ốc (1) cho khít vào mặt bằng của trục chính. Độ giao động là 0,01 - 0,04mm
Ghi chú: Kiểm tra kỹ lưỡng thời điểm của cam đưa vải và cam dừng chuyển động sau khi khử độ rơ.
Độ rơ ở trục chính ảnh hưởng bất lợi cho phần giảm tốc độ và thời điểm đưa vải
Nguyên nhân:
Cách khử độ rơ của ví vô tận và bánh răng vis
Cách khử độ rơ của khung chân kẹp: Độ rơ của vòng lăn cam đưa vải và của trục trượt điều tiết làm khung chân kẹp bị rơ theo trục.
X. CÁC BỆNH HỎNG HÓC VÀ BIỆN PHÁP KHẮC PHỤC
HƯ HỎNG:
1. Máy ngừng lại trong khoảng không tải giữa tốc độ thấp và tốc độ cao sau khi khởi động 2 mũi hoặc 3 mũi
Nguyên nhân: 1.1 Tấm ép không ở đúng vị trí
Cách sửa chữa: Sửa lại vị trí ép ( Coi phần tiêu chuẩn điều chỉnh
1.2 Cần khởi động bị kéo xuống quá mức trong khoảng chạy chậm
Nguyên nhân: 2. A chận cần khởi động không đúng vị trí
Cách sửa chữa: Sửa lại vị trí chận cần khởi động ( Xem phần tiêu chuẩn điều chỉnh)
1.3 Khe hở giữa ambray - a và poly quá lớn - Giảm bớt số vòng điều chỉnh ( Coi phần tháo ráp)

Đồng phục áo thun có cổ
Giá: Liên hệ
Cơ sở sản xuất áo thun cổ trụ
Giá: Liên hệ
May áo thun cổ trụ theo yêu cầu
Giá: Liên hệ
Xưởng may áo thun cổ trụ
Giá: Liên hệ
Xưởng may áo thun cá sấu
Giá: Liên hệ
Xưởng sản xuất áo thun đồng phục
Giá: Liên hệ
CƠ SỞ MAY ÁO THUN CÁ SẤU
Giá: Liên hệ
CƠ SỞ SẢN XUẤT ÁO THUN ĐỒNG PHỤC
Giá: Liên hệ
Đặt in áo thun cá sấu
Giá: Liên hệ
Cơ sở sản xuất áo thun cổ tròn
Giá: Liên hệ
May áo thun cổ tròn theo yêu cầu
Giá: Liên hệ
Bảng size chuẩn áo thun cổ trụ
Giá: Liên hệ
Cách may áo thun cổ tròn in logo
Giá: Liên hệ
Cách tra cổ áo thun
Giá: Liên hệ
Hướng dẫn cắt may áo cổ trụ
Giá: Liên hệ
Cách khâu vắt
Giá: Liên hệ
Bảng màu và chất liệu áo thun cổ tròn
Giá: Liên hệ
Bán áo thun tại Vĩnh Lộc
Giá: Liên hệ
May và cung cấp áo sơ mi nam giá rẻ
Giá: Liên hệ
Xưởng may áo sơ mi nam
Giá: Liên hệ
May áo sơ mi đồng phục
Giá: Liên hệ
Xưởng may áo thun cổ trụ
Giá: Liên hệ
Áo sơ mi trắng nữ hàng hiệu
Giá: Liên hệ
Cơ sở may áo thun đồng phục
Giá: Liên hệ
May gia công quần áo bảo hộ lao động
Giá: Liên hệ
Áo thun dồng phục gia huy
Giá: Liên hệ
Công ty may minh gia huy
Giá: Liên hệ
May Quần Áo Bảo Hộ Lao Động Tphcm
Giá: Liên hệ
Áo thun đồng phục có cổ
Giá: Liên hệ
Đồ Bảo Hộ Lao Động
Giá: Liên hệ
Xưởng may áo thun polo
Giá: Liên hệ