




Cơ sở sản xuất áo thun cổ tròn
- Mã sản phẩm: 19
- Giá : Liên Hệ
- Hình ảnh là cách sản xuất áo thun cổ tròn công ty Minh Gia Huy, với các đường may sắc nét, không bị xổ chỉ và lỗi chỉ, áo có size vừa với tất cả đối tượng
MÁY MAY 1 KIM TIẾP THEO
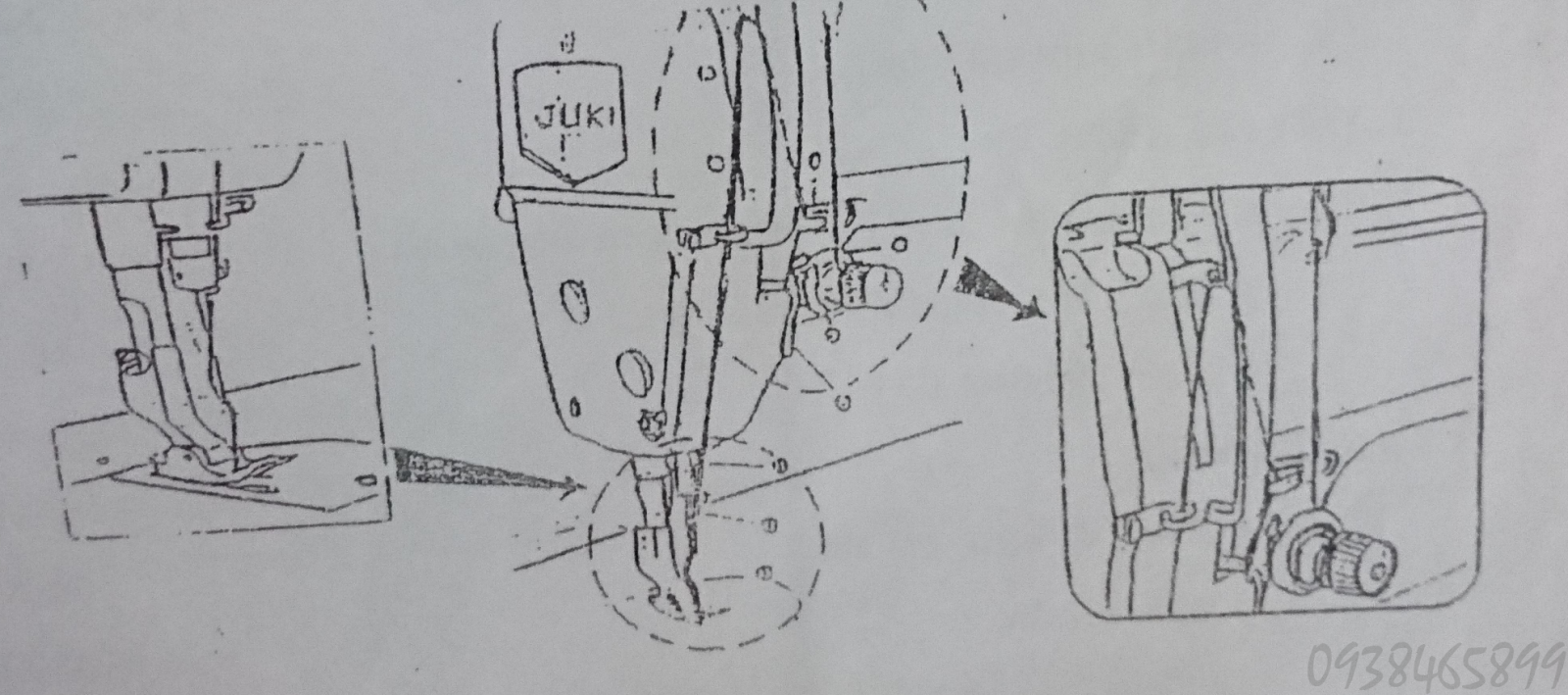
Như bài trước trong mục " Bảng màu cổ áo thun cổ tròn" mình đã hướng dẫn các bạn đều chỉnh máy may với những bước cơ bản để hiệu chỉnh may lúc bị trục trặc khi đang trong quá trình sản xuất, hay may gia công áo thun , trong bày tiếp theo nay mình sẽ hướng dẫn bài với những máy cắt chỉ tự động mà trong thành phố hồ chí minh (tphcm) sử dụng rất nhiều. Mình sẽ hướng dẫn máy JuKi nhé. Các máy khác nhau Jack, Siruba cũng tương tự như vậy...
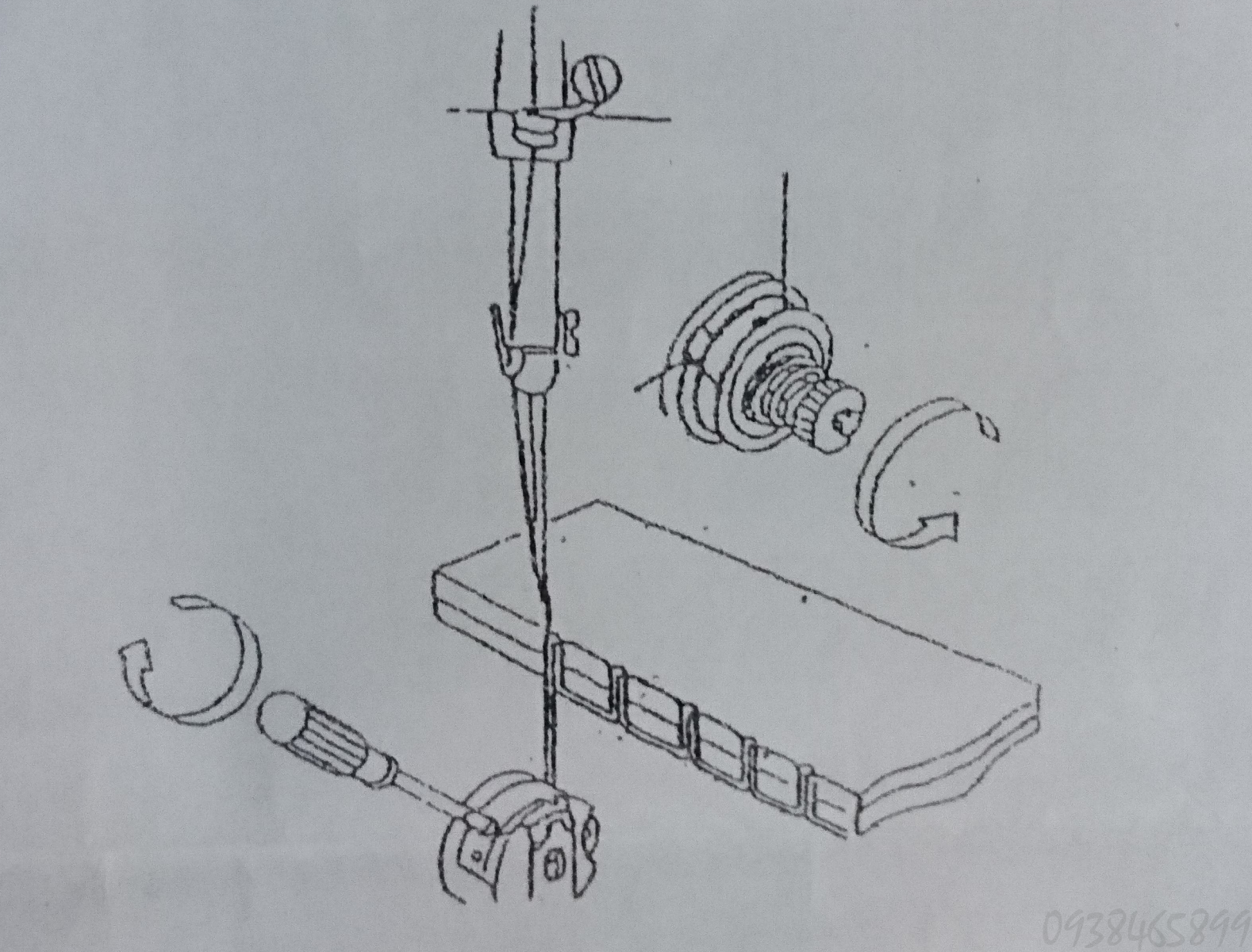
III. HIỆU CHỈNH CƠ CẤU KÉO CẮT CHỈ TỰ ĐỘNG
1. Điều chỉnh thời điểm của cam cắt chỉ:
1.1. Cách điều chỉnh thời điểm.
Thời gian của cam cắt chỉ cotton và chỉ tổng hợp dễ dàng bằng cách đặt dấu chấm trên tay máy thẳng hàng với dấu chấm trên bánh đà.
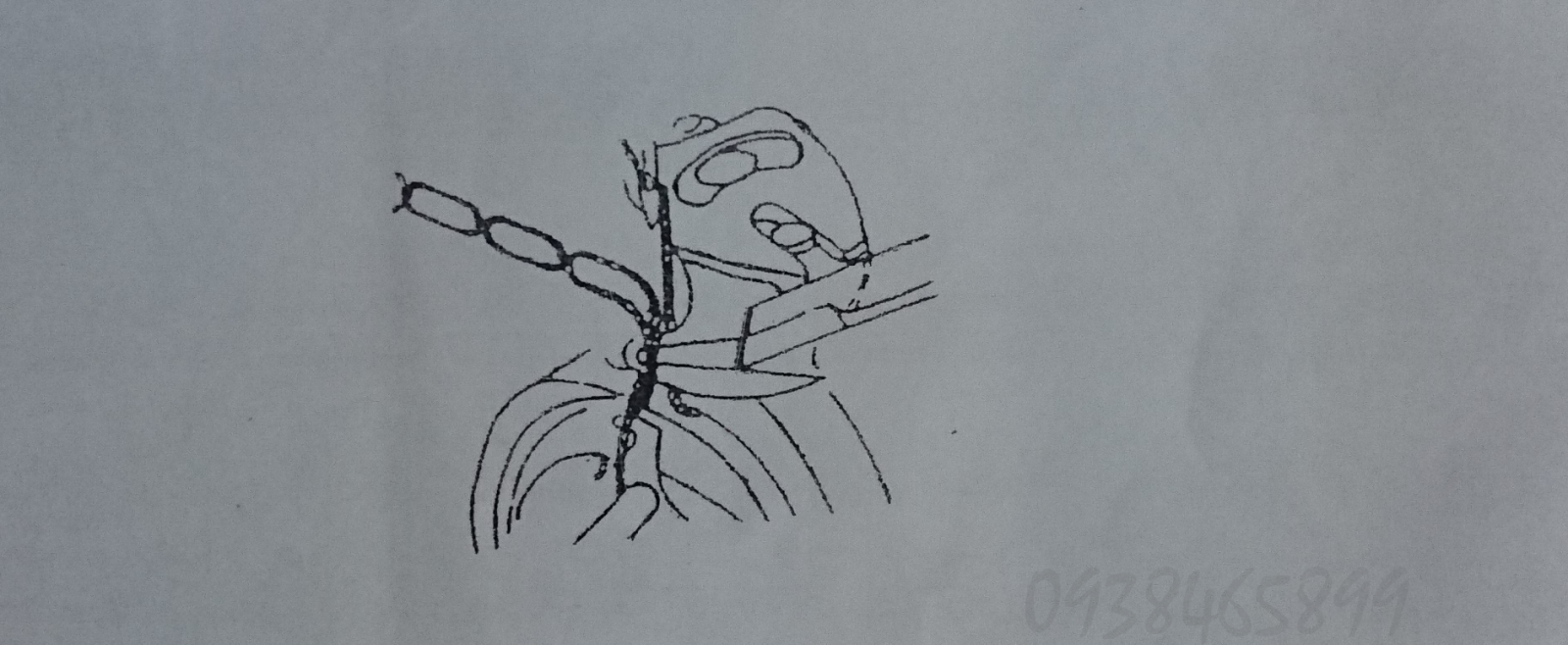
Nghiêng đầu máy, quay bánh đà bằng tay tới khi cần dẫn chỉ đi lên tới vị trí cao nhất, và ấn cò chỉ qua bên phải bằng ngón tay, làm cho con lăn khít với rãnh của cam cắt chỉ, qua bên phải bằng ngón tay, làm cho con lăn khít với rãnh của cam cắt chỉ. Duy trì tình trạng này, quay bánh đà theo hướng ngược lại chiều quay bình thường, và bạn sẽ tìm được một vị trí mà bánh đà không quay nữa. Lúc đó điều chỉnh thời gian của cam, để chấm đánh dấu trên tay máy thẳng hàng với chấm đánh dấu đỏ (2) trên bánh đà như được hướng dẫn, điều này quy định thời gian cam đúng cho chỉ cotton và chỉ tổng hợp.
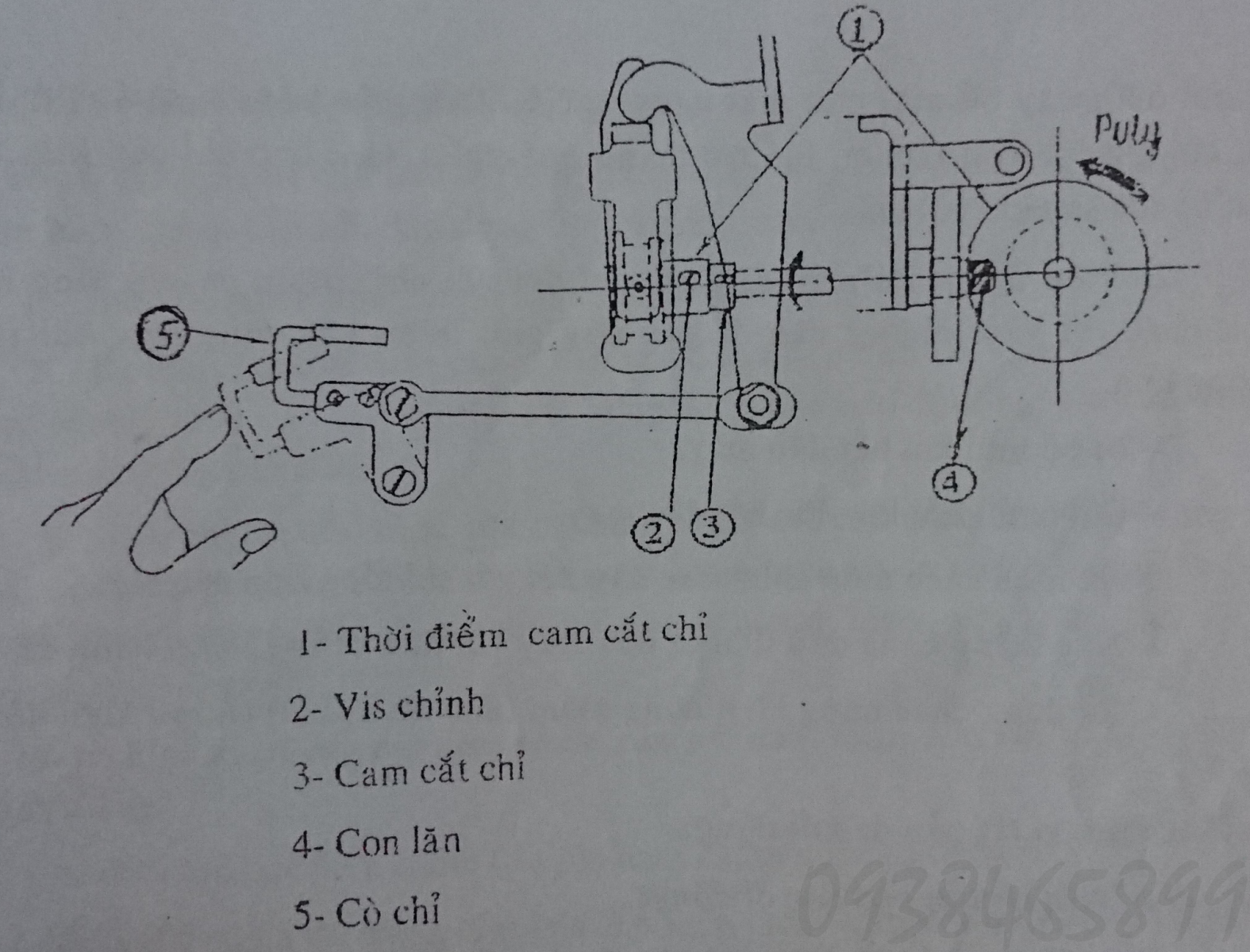
1.2 Cách điều chỉnh thời gian của cam cắt chỉ:
Đầu tiên nới lỏng ốc số 1 rồi đến số 2 và đặt dấu chấm đỏ (2) trên bánh đà thẳng hàng với chấm đỏ trên máy.
Đặt con lăn cho khít vào rãnh cam trong khi ấn cò chỉ (1) qua phía bên phải. Chỉ quay cam bằng tay ( Đừng quay trục ổ) theo hướng ngược chiều lại với chiều quay bình thường của trục ổ cho tới một vị trí mà cam không thể quay thêm được, ở vị trí này, ấn cam ngược lại vòng chận của cam cắt chỉ và đầu tiên vặn chặt lại ốc 2 và tiếp theo là ốc 1. Nếu bạc cam chưa xê dịch ấn cam cắt chỉ ngược chiều lại với vòng chận cam, đầu tiên vặn chặt lại ốc số 2, rồi ốc số 1.
THAM KHẢO
1. Những dấu khắc trên bánh đà là để định thời điểm tiêu chuẩn của cam cắt chỉ. Có thể đạt tới một thời gian sớm hơn 2 độ hoặc trễ hơn 5 độ để cắt chỉ cotton hoặc chỉ tổng hợp. Trong trường hợp này phải xác định lại là dao di động chia hai sợi chỉ dưới đáy bề mặt của mặt nguyệt. Nếu thời gian cắt chỉ quá sớm hoặc quá trễ, chỉ giữ lại trên kim có thể trỏ thành quá ngắn,làm cho chỉ của kim tuột khỏi kim lập tức sau khi cắt chỉ.
2. Việc định thời gian cam cắt chỉ đối với chỉ cotton và chỉ tổng hợp điều như nhau, vì vậy, những vấn đề sau đây giới thiệu khi dùng loại chỉ tổng hợp mỏng hơn.
- Bị bỏ mũi khi bắt đầu may.
- Chỉ tuột khỏi kim lúc bắt đầu may.
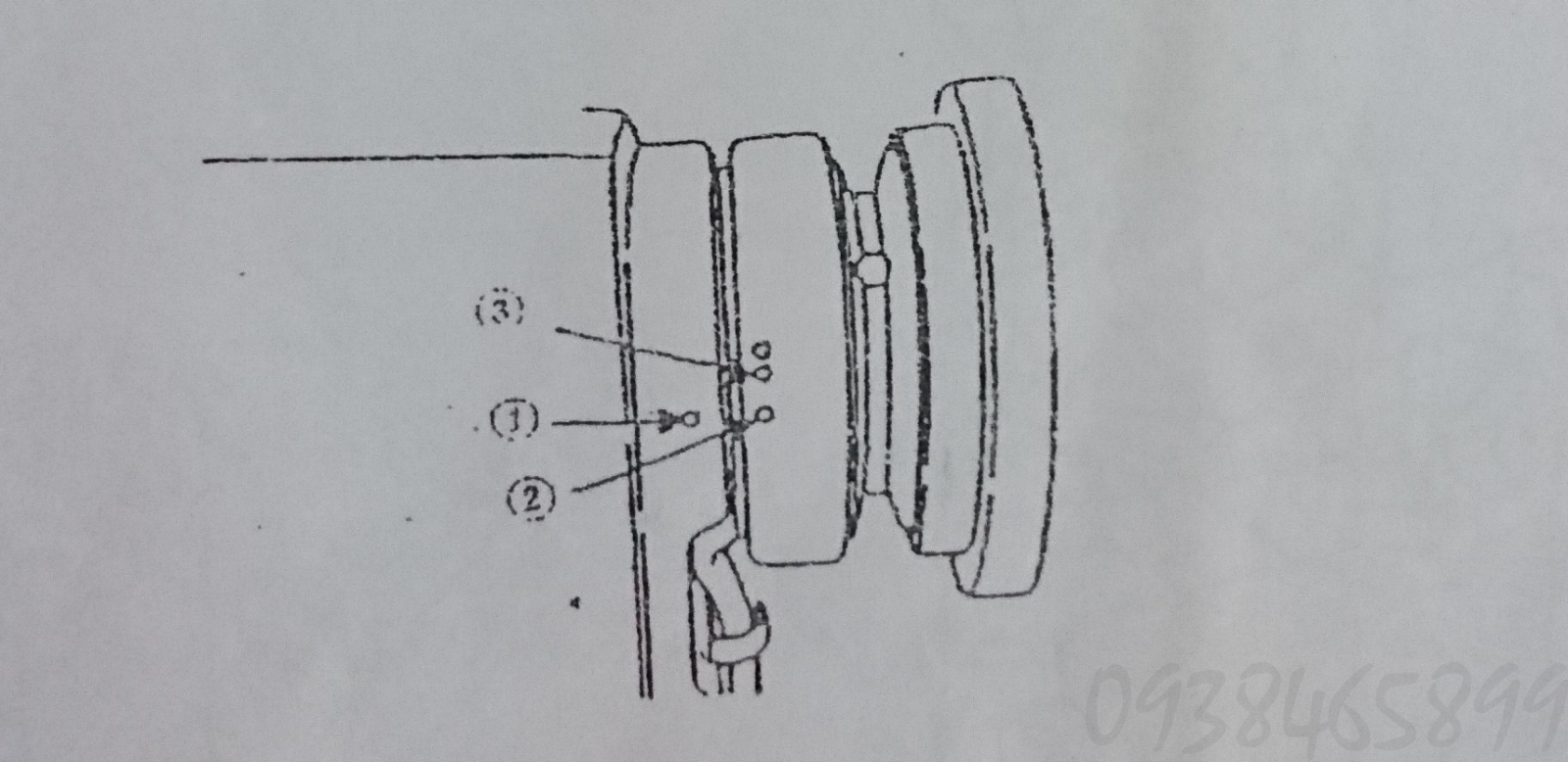
Thực hiện cách điều chỉnh sau đây đối với chỉ tổng hợp đặc biệt
- Xếp thẳng hàng dấu (1) trên đầu máy với dấu xanh (3) trên bánh đà.
- Sử dụng chức năng khởi động mềm (800 mũi/Phút) cho sự khởi động đầu tiên.
2. Xác định vị trí của dao di động
2.1. Vị trí tiêu chuẩn của dao di động
Dao di động ở vị trí đúng khi mũi dao di động đến nơi xa nhất là đầu mũi dao ở các thân kim khoảng 3 -3,5mm. Nếu dao di động lùi lại không đủ, có thể dao không cắt được chỉ kim hay chỉ suốt ở thời điểm cắt chỉ. Ngược lại, nếu dao di động lùi quá xa, dao di động có thể đụng vào răng cưa.
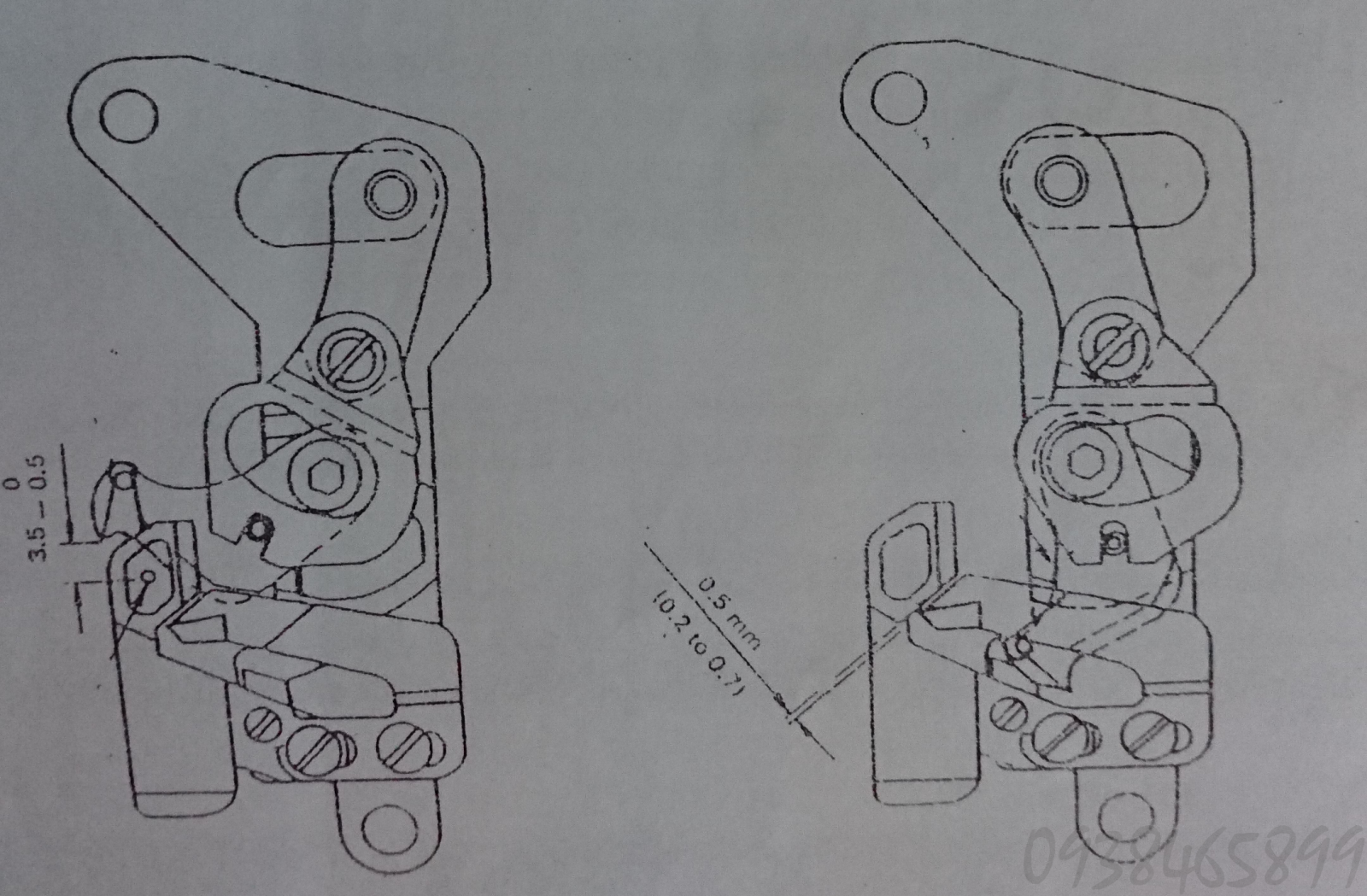
2.2 Cách xác định vị trí của dao di động
Điều chỉnh vị trí của dao di động bằng cách thay đổi vị trí bộ phận bên cạnh của kim nam châm cần nối dẫn động (1) trong khi máy dừng
1. Tháo ốc khóa kim của nam châm cần nối dẫn động (1)
2. Di chuyển kim nam châm cần nối dẫn động vào bên phải hay bên trái để làm rãnh chữ V gặp chu vi của dao di động chuyển dao tới vị trí đầu được hướng dẫn.
3. Vặn chặt lại ốc khóa của pin nam châm nối dẫn động khi vị trí đúng của dao đi động đã đạt đến. Khi di chuyển nam châm điều khiển vào bên phải tăng sự lùi của dao di động. Khi di chuyển nó vào bên trái, giảm sự lùi lại cảu dao di động.
2.3 Điều chỉnh vị trí của pin nam châm cần nối dẫn động. Khi dao di động không ở vị trí đúng.
1. Nới lỏng ốc điều chỉnh của pin nam châm nối dẫn động (1)
2.Điều chỉnh để trung tâm của pin nam châm cần nối dẫn động thẳng với rãnh V (3) của đáp điều khiển dao (2) và gắn chặt với pin nam châm cần nối dẫn động bằng cách vặn chặt ốc khóa.
3. Vặn hai ốc (5) của chân đáp điều khiển dao (4)
4. Di chuyển đáp điều khiển dao (2) để làm cho chu vi của dao di động gặp rãnh V của đế và gắn chặt chân đạp điều khiển dao (4) bằng cách vặn chặt 2 ốc (5).
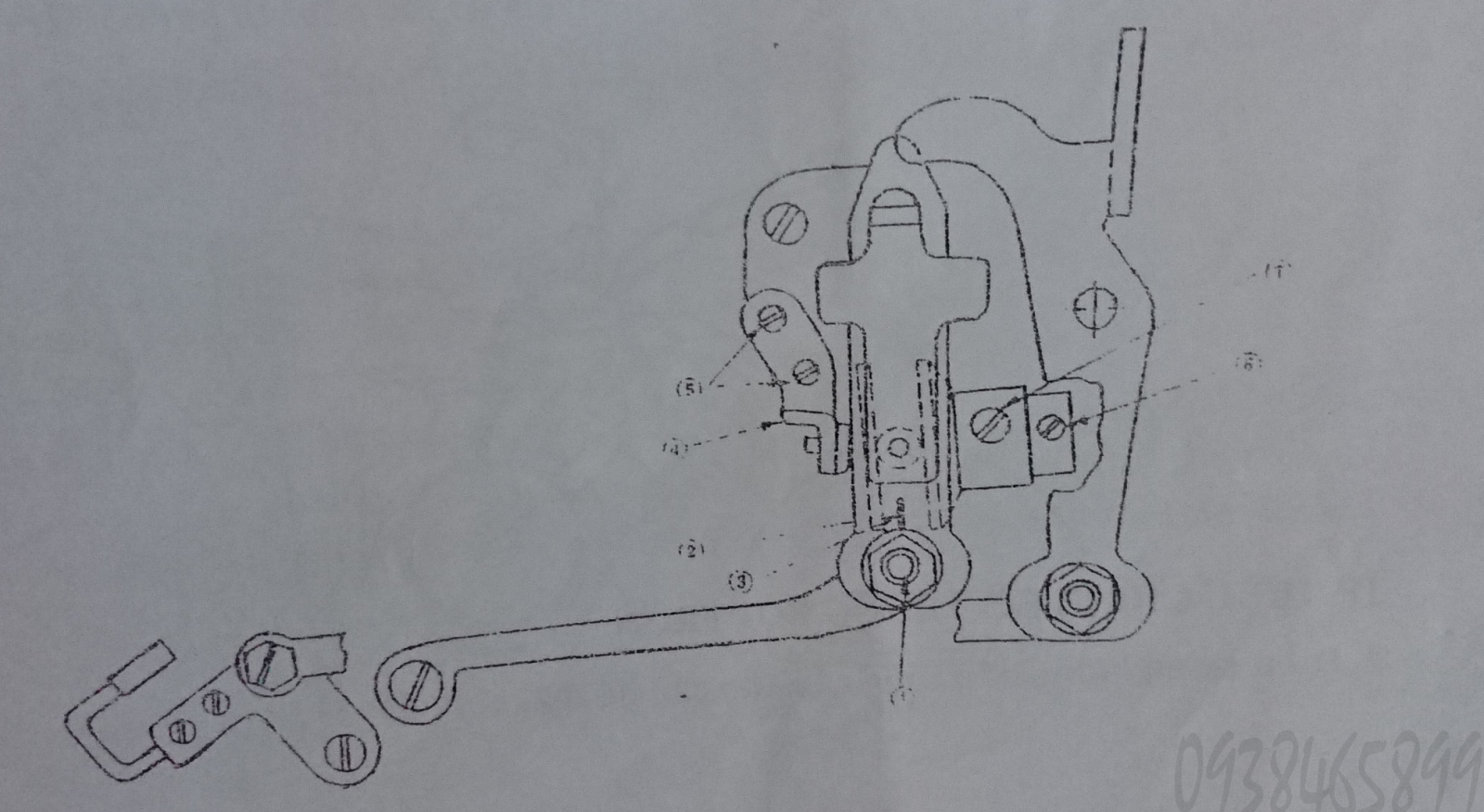
Để tránh những vấn đề này hãy xác định vị trí của dao một cách chính xác.
Vị trí trở về chuẩn cảu dao di động sẽ đạt được bằng cách mang chu vi của dao đi động tiếp xúc với rãnh chữ V của đế dao.
5. Nới lỏng 2 ốc cảu cam cắt chỉ (7) và vòng chận cam.
6. Xếp thẳng hàng chấm đỏ (2) trên bánh đà với chấm đỏ trên đầu máy.
7. Quay cam bằng tay cho tới khi ốc số 2 (7) hướng mặt về phía bạn. Rồi ấn cò chỉ vào bên phải.
8. Quay cam vào bên phải hay bên trái để ấn sâu con lăn vào cam cắt chỉ.
9. Cùng với việc ấn sâu con lăn vào cam, quay cam theo hướng mũi tên về phía bạn cho tới khi nó dừng lại trong khi kéo nhẹ cam về bên phải.
10. Vặn chặt ốc số 2 của cam.
11. Xác định
a, Dấu chỉ định trên đầu máy và bánh đà phải thẳng hàng.
b, Con lăn phải vừa khít với rãnh cam
c, Dao lùi phải vừa khít với rãnh cam
12. Vặn chặt hai con ốc cảu cam
13. Ấn vòng chặn ngược lại với cam và gắn chặt nó bằng cách vặn chặt ốc.
Chú ý:
Một sự thay đổi nhỏ ở vị trí bộ phận trên cảu đáp điều khiển dao sẽ gây ảnh hưởng lớn đến sự lùi lại của dao.
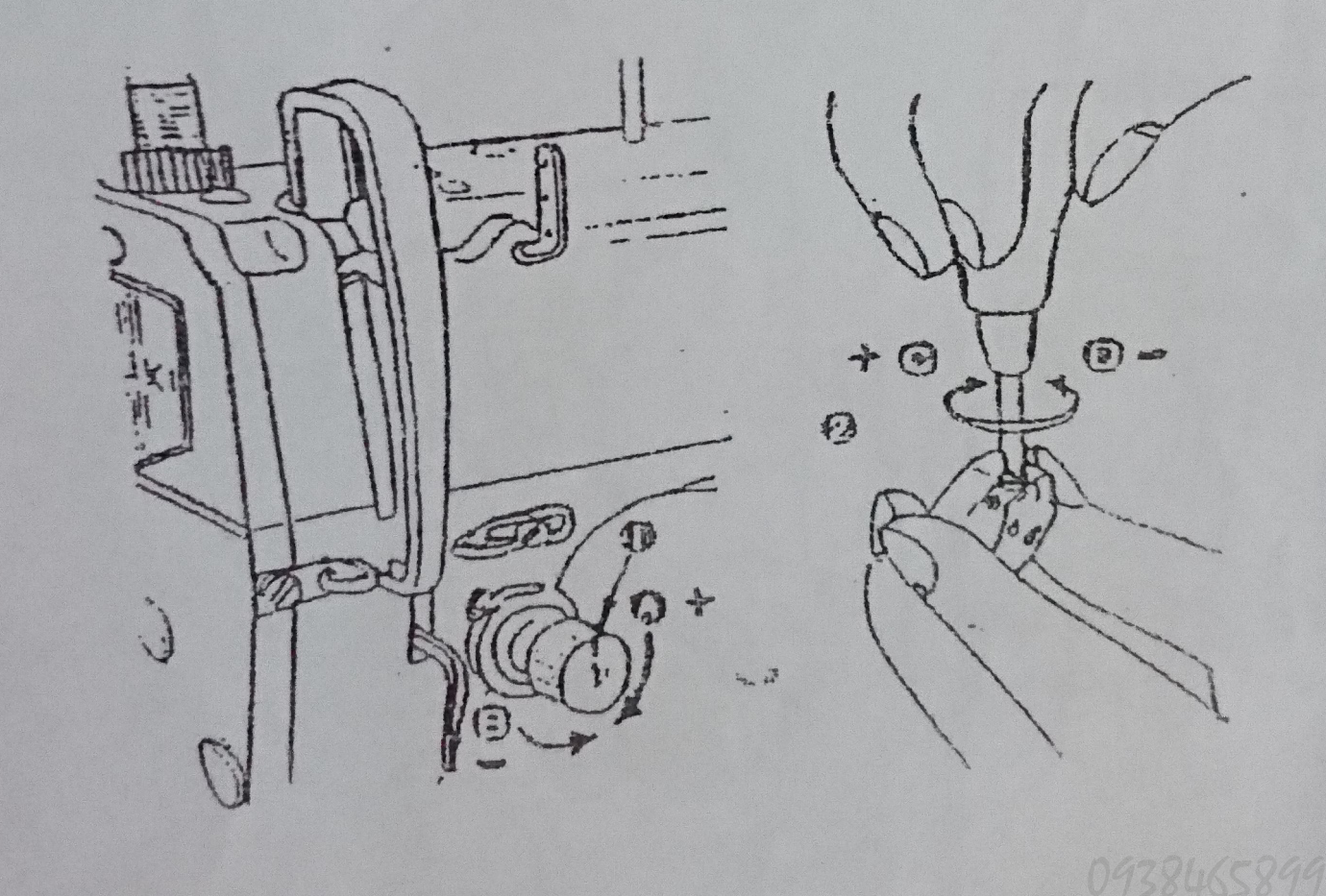
IV. HIỆU CHỈNH HỆ THỐNG BÔI TRƠN
1. Điều chỉnh lượng dầu cung cấp cho các bề mặt chi tiết:
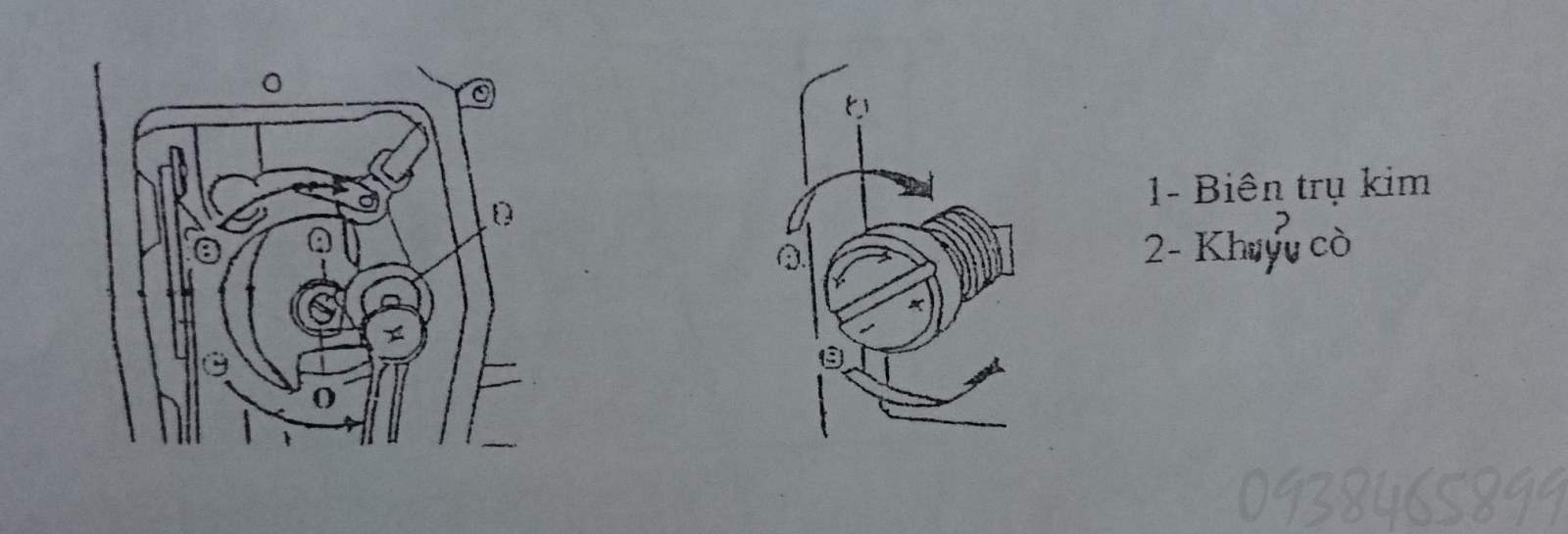
+ Điều chỉnh lượng dầu cung cấp cho cò giật chỉ và biên trụ kim tại vít (1). Lượng dầu tối thiểu được cung cấp khi dấu chấm (A) ở gần biên trụ kim (2) khi ta xoay vít (1) theo hướng (B).
+ Lượng dầu tối đa được cung cấp khi ta xoay vít (1) theo hướng (c) mang dấu chấm (A) tới vị trí đối diện với biên trụ kim (2)
2. Điều chỉnh lượng dầu cung cấp cho ổ:
V. ĐỊNH VỊ CƠ CẤU CUNG CẤP CHỈ:
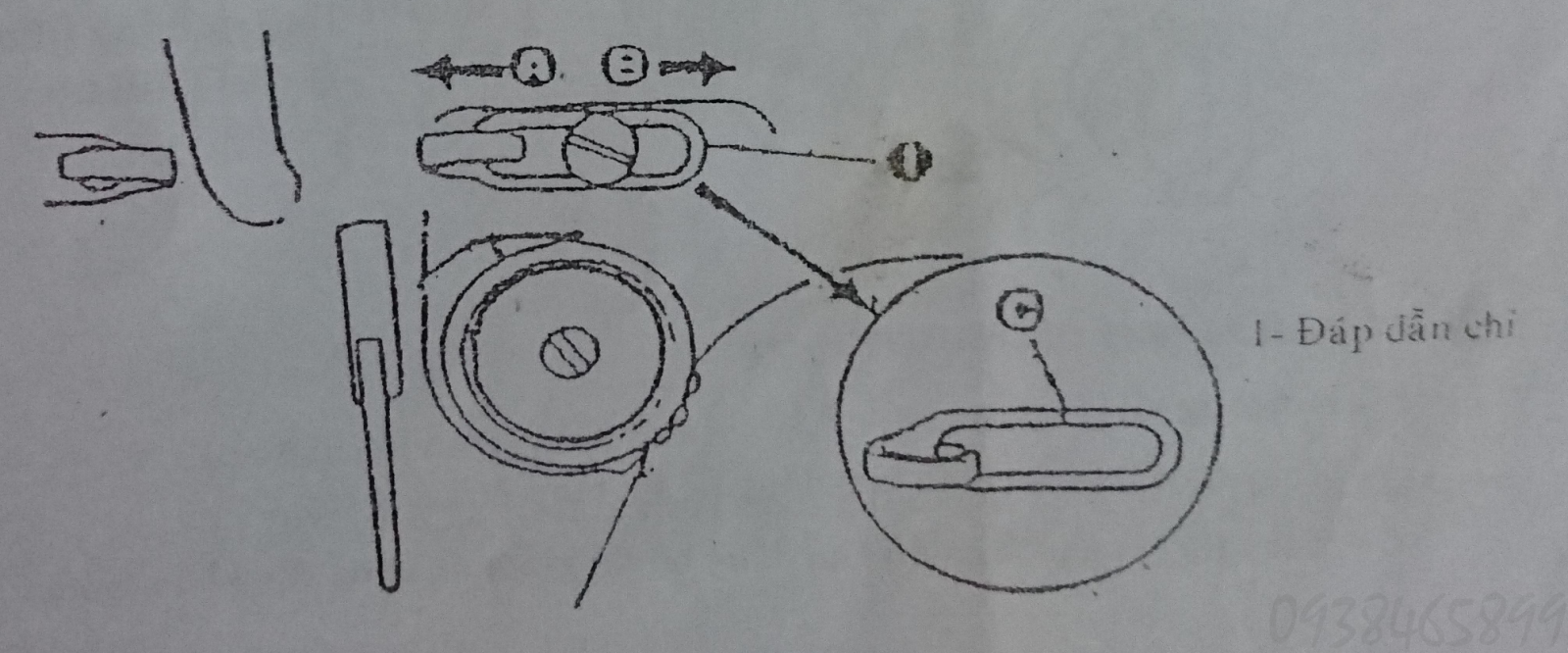
1. Điều chỉnh đáp dẫn chỉ
- Khi may vải dày, chuyển đáp ( 1) qua trái hướng A để tăng lượng chỉ được kéo vào từ cuộn chỉ bởi cò giật chỉ.
- Khi may vải mỏng, chuyển đáp (1) qua phải theo hướng (B) để giảm lượng chỉ kéo vào tự cuốn bởi cò giật chỉ.
- Thông thường, đáp (1) ở vị trí mà vạch (C) của nó trùng tâm vít hãm.
2. Điều chỉnh râu giật chỉ:
Hành trình và độ căng râu tôm được đều chỉnh theo nguyên liệu may:
| Nguyên liệu may | Độ căng | Hành trình |
| Dày ( Mũi may dài) | Lớn | Ngắn |
| Mỏng (Mũi may ngắn) | Nhỏ | Dài |
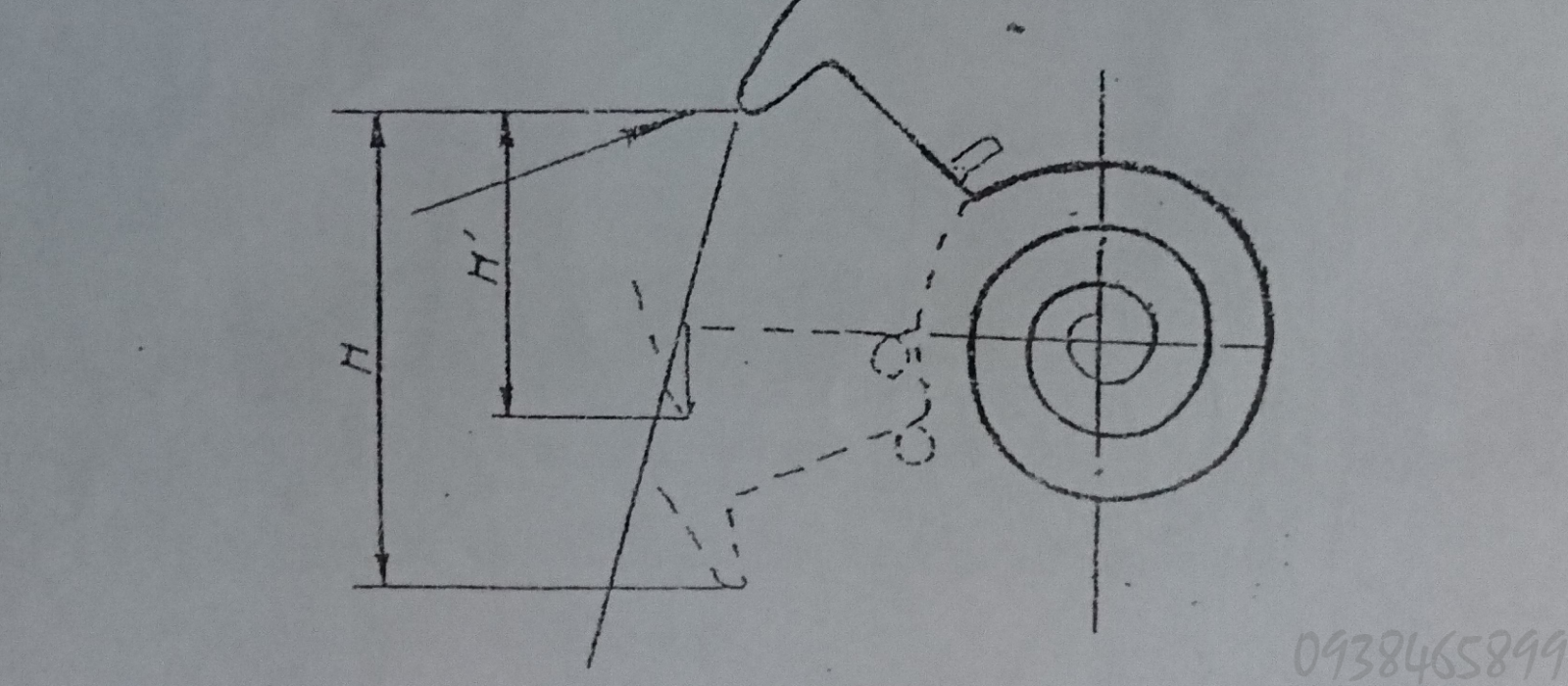
2.1 Thay đổi hành trình râu tôm:
+ Nới lỏng vít (2)
+ Xoay trụ (3) theo chiều kim đồng hồ thì làm tăng hành trình của râu tôm ( Hướng A).
+ Xoay trụ (3) ngược chiều kim đồng hồ ( Hướng B) thì làm giảm hình trình râu tôm.
2.2. Thay đổi độ căng của râu tôm
+ Nới lỏng vít (4)
+ Xoay trụ (3) theo chiều kim đồng hồ thì tăng độ căng râu tôm
+ Xoay trụ (3) ngược chiều kim đồng hồ thì giảm độ căng râu tôm.
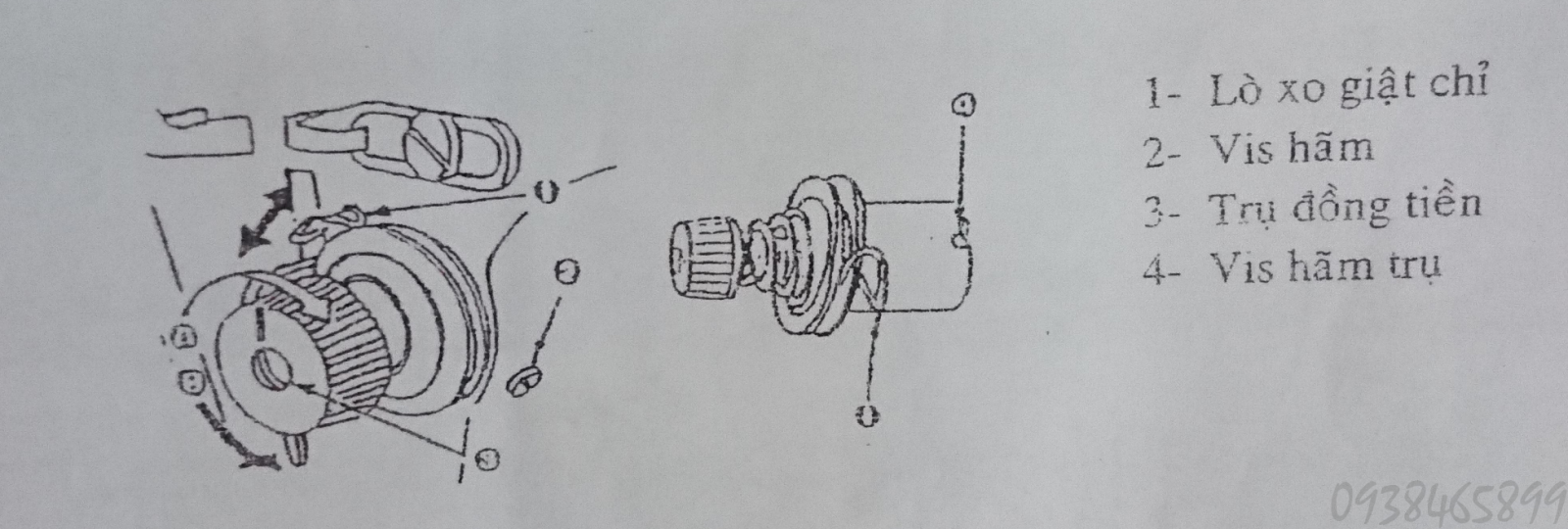
3. Điều chỉnh lực căng chỉ
Yêu cầu điều chỉnh cụm đồng tiền trên là phải hãm chỉ đều, lực hãm phải có tính đàn hồi, để khi đường kính chỉ thay đổi thì bộ phận hãm chỉ hoạt động tốt. Trên đây là các trường hợp có thể xảy ra.
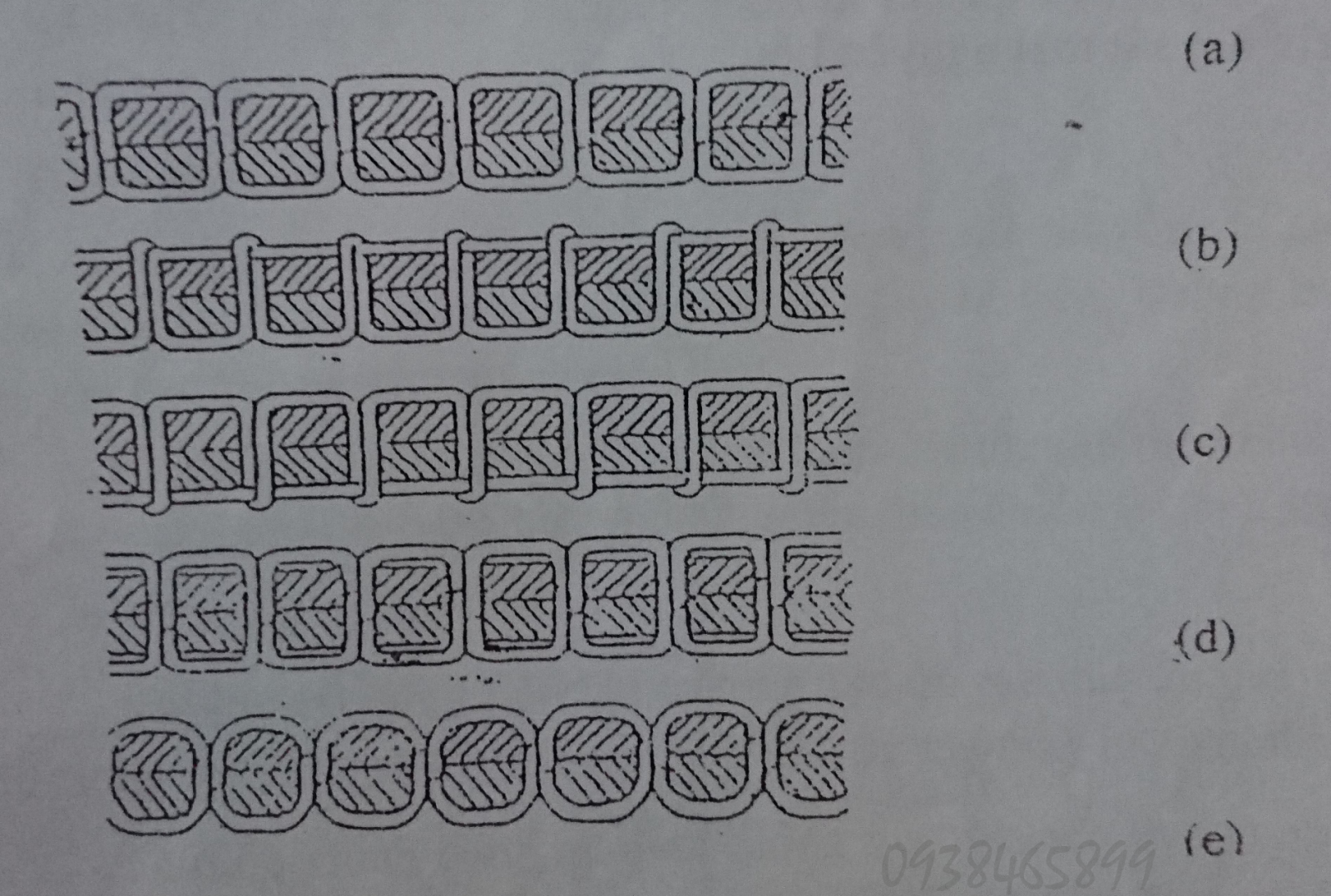
* Cụm tiếp chỉ điều chỉnh đúng.
- Nút thắt giữa chỉ trên và chỉ dưới nằm giữa 2 lớp vải. Chỉ ôm sát mặt nguyên liệu.
* Hiện tượng nổi chỉ trên
- Cò giật chỉ kéo nhánh chỉ phía lỗ kim nhiều hơn, gây nên hiện tượng nổi chỉ trên.
- Hình vẽ cho ta thấy nổi chỉ trên là do chỉ trên quá cahwtj hay chỉ dưới quá lỏng. Nếu chỉ trên quá chặt ta vặn núm điều chỉnh cụm đồng tiền theo chiều (-) mũi tên. Nếu chỉ dưới lỏng ta xiết vis hãm me thuyền theo chiều (+) mũi tên, sao cho nút thắt chỉ trên và chỉ dưới nằm giữa 2 lớp nguyên liệu và chỉ ôm sát mặt nguyên liệu.
* Hiện tượng nổi chỉ dưới:

- Cò giật chỉ kéo nhánh chỉ phía cuộn chỉ nhiều hơn, vòng chỉ không rút lên được hết, gây nên hiện tượng nổi chỉ dưới.
- Hình vẽ cho ta thấy hiện tượng nổi chỉ dưới là do chỉ dưới quá chặt ta điều chỉnh bằng cách nới lỏng vis hãm me thuyền theo chiều (-) mũi tên, nếu chỉ trên quá lỏng ta vặn núm điều chỉnh lực ép cụm đồng tiền theo chiều (+) mũi tên.
* Hiện tượng lỏng chỉ
- Khi lực ép đồng tiền chỉ trên và lực ép me thuyền chỉ suốt dưới lỏng, thì gây nên hiện tượng lỏng chỉ trên 2 mặt nguyên liệu, đường may không thẳng hàng, chỉ ôm không sát mặt nguyên liệu.
- Ta điều chỉnh bằng cách xiết vít hãm me thuyền theo chiều (+) mũi tên và đồng thời vặn núm điều chỉnh cụn đồng tiền theo chiều (+) mũi tên.
* Hiện tượng chặt chỉ
- Khi lực ép đồng tiền chỉ trên và lực ép me thuyền quá chặt, thì gây nên hiện tượng chặt chỉ trên 2 mặt nguyên liệu, đường may nhăn nhúm.
- Ta điều chỉnh bằng cách nới lỏng vít hãm me thuyền theo chiều (-) mũi tên và đồng thời vặn núm điều chỉnh cụm đồng tiền theo chiều (-) mũi tên
* Hướng dẫn xỏ chỉ:
4. Các lệnh hỏng hóc thông thường của máy may một kim mũi thắt nút.
4.1 Đứt chỉ:
Nguyên nhân do chỉ:
+ Chất lượng chỉ không đảm bảo
Dùng chỉ không đúng độ se ( Đối với máy may 1 kim mũi thắt nút phải để chỉ se)
Nguyên nhân do máy
1. Đứt chỉ trên
- Chỉ đi qua nơi sắc cạnh
- Bản lề thuyền không khép kín
- Độ căng chỉ trên quá lớn
- Cò giật chỉ rơ mòn
- Ruột ổ rơ mòn
- Sử dụng kim và chỉ không phù hợp
- Chủng loại kim sai, chỉ số kim sai
- Kim lắp sai
- Chỉnh mỏ ổ đi quá sớm, hoặc quá muộn
- Máy chạy ngược
- Chỉ bị kẹt trên đường đi
- Sức căng của chỉ quá lớn, hay quá nhỏ
- Kim bị cong hoặc kim bị sướt hoặc bị cùn.
- Kim quá nhỏ hay quá lớn so với chỉ.
- Lắp kim sai hướng.
- Đầu kim quá bén
2. Đứt chỉ dưới
- Me thuyền, me ổ, lỗ tấm kim sắc cạnh
- Sức căng chỉ dưới quá cahwtj
- Suốt chỉ quá đầy
4.2 Bỏ mũi
- Bước đi kim - ổ sai
- Mỏ ổ mòn
- Dùng kim và chỉ không phù hợp
- Kim bị cong
- Mũi kim bị cùn
- Kim quá nhỏ hay quá lớn so với chỉ sử dụng
- Kim gắn sai chiều
- Lực ép chân vịt quá yếu, chân vịt cong vênh
- Lỗ tấm kim lớn.
- Kim cong, tà mũi.
- Trụ kim cong, rơ mòn
- Vải quá mỏng hoặc quá dày
- Sức căng chỉ kim quá lớn.
- Tốc độ may quá nhanh
- Định thời điểm đưa vải sai.
- Điều chỉnh lò xo giật chỉ sai ( Khoảng hoạt động quá lớn, sức căng quá nhiều)
- Răng cưa không đụng vải
- Răng chân vịt quá lớn.
- Chân vịt không song song với mặt nguyệt
4.3. Gãy kim
- Kim cong, trụ kim rơ mòn
- Chỉ to so với kim
- Bước đi kim - ổ sai
- Chỉ trên quá căng
- Kim đâm vào chân vịt, tấm kim, thông suốt
- Kim bị tuột
- Chất lượng nguyên liệu không đều
- Kim quá sâu
- Ruột ổ rơ mòn
- Đòn gánh ruột ổ tuột
- Bước đi kim - răng cưa sai
4.4. Nổi chỉ
Nổi liên tục
4.4.1. Nổi chỉ trên: ( Chỉ dưới bị kéo lên mặt trên sản phẩm)
- Đồng tiền quá chặt hoặc me thuyền quá lỏng
- Râu tôm quá căng hoặc răng cưa đẩy quá muộn
4.4.2. Nổi chỉ dưới: (Chỉ trên bị kéo xuống mặt dưới sản phẩm)
- Đồng tiền quá lỏng hoặc me thuyền quá chặt.
- Râu tôm yếu, răng cưa đẩy sớm
- Ty tống đồng tiền quá dài
* Nổi từng đoạn
- Mấu đòn gánh điều chỉnh chưa đúng
- Ruột ổ rơ mòn
- Me thuyền lệnh hoặc mòn thành rãnh
4.4.5. Các hỏng hóc khác
* Mũi may không đều
- Răng cưa mòn hoặc quá thấp
- Lực ép chân vịt yếu
- Chân vịt rơ lỏng
- Vải may bị dồn giữa mặt nguyệt và răng cưa
* Hư hỏng hệ thống bôi trơn
Vải nhăn
- Lực căng 2 chỉ quá lớn
- Răng cưa quá cao
- Kim quá lớn
- Răng cưa đẩy quá sớm
- Chỉ có độ ma sát cao
- Lực đè chân vịt quá lớn
- Ổ đi quá trễ
- Đường dẫn chỉ không tốt
- Mặt chân vịt không trơn
- Lỗ mặt nguyệt quá lớn
- Rãnh chân vịt quá lớn
- Chân vịt không song song với mặt nguyệt
- Đầu kim bị cùn
- Độ nghiêng của răng cưa không đúng
- Tốc độ may quá nhanh.
Trên đây mình đã giới thiệu và trình bày cho các bạn các trường hợp xảy ra sự cố trong quá trình may của máy may 1 kim. Máy may một kim điện tử được ứng dụng nhiều vào việc sản xuất và may áo thun cổ trụ, áo thu cổ tròn, balo túi rút, và nhiều ứng dụng khác...
Trong quá trình may có thể ứng dụng MÁY MAY 2 KIM mình sẽ hướng dẫn bài tiếp theo
ĐIỀU CHỈNH CAM ĐÁNH CHỪNG CHỈ
Cam đánh chùng chỉ (1) phải thoát chỉ móc tại điểm (a) khi đầu kim trái ở vị trí sau:
1) 2/3 móc đối với máy 2 kim
2) Ngang bằng với mặt dưới của móc đối với máy 3 kim
Để điều chỉnh, nới lỏng vít (2) và xoay cam (1)
CANH CHỈNH THANH BẢO VỆ CHỈ MÓC
Canh khoảng cách giữa que đỡ chỉ (3) và thanh bảo vệ chỉ móc (4) là 5.0 - 6.0mm đối với máy 2 kim 6.0 - 7.0mm đối với máy 3 kim. Để điều chỉnh nới lỏng vít (5)
CANH CHỈNH GÁ DẪN HƯỚNG CHỈ (6) và (7)
Canh lỗ dẫn hướng chỉ (6) và (7) thẳng hàng với dấu định vị canh thẳng trên que đỡ chỉ (3). Để điều chỉnh nới lỏng vít (8) và (9). Khi móc ở vị trí xa nhất bên trái thì chỉ móc giữa gá dẫn hướng chỉ (6) và (7) hơi căng một tý. Điều chỉnh điều này tùy theo loại chỉ, chiều dài mũi may và cự ly kim. Để tăng lượng chỉ trong đường may thì di chuyển (6) và (7) xuống dưới. Để giảm lượng chỉ trong đường may thì di chuyển (6) và (7) lên trên.
CANH CHỈNH MÓC
Điều chỉnh tiêu chuần xem ở bảng 6. Bảo đảm việc điều chỉnh đúng cho máy của bạn. Khoảng cách (a) giữa đường tâm kim phải và đầu móc khi móc ở vị trí xa nhất bên phải. Canh khoảng cách (a) theo các bước sau:
1. Canh móc
Xem hình vẽ và canh móc
2. Canh chỉnh khoảng cách (a)
Canh khoảng cách (a) cho đúng. Xem bảng 6. Để điều chỉnh, nới lỏng vít (4) và di chuyển gá giữ móc (5) sang trái hoặc sang phải tùy theo yêu cầu.
3. Khoảng cách giữa kim và đầu móc
Canh khoảng cách giữa kim trái và đầu móc là 0,1 - 0,2mm khi đầu móc ở phía sau tâm kim trái. Để điều chỉnh , nới lỏng vít (4) và vặn vít (6). Đối với máy 3 kim, khi đầu móc ở phía sau tâm kim giữa thì khoảng cách là 0 - 0.05mm
CHỈNH KIM VÀ MÓC
Khi đầu móc ở phía sau đường tâm kim thì nó phải cao hơn phần trên của lỗ kim trái từ 1.3 đến 1.6mm và cách kim trái một khoảng là 0,1 - 0,2mm. Khi kim đi xuống và đầu mũi kim ngang bằng với mặt trên của móc thì khoảng cách giữa đường thẳng qua tâm mắt móc và đường thẳng qua tâm kim là 5.0 - 6.0mm. Hãy điều chỉnh trong cách sau đây.
CANH CHỈNH CHIỀU CAO KIM
Chiều cao kim tiêu chuẩn xem ở bảng 5. Chiều cao kim là khoảng cách (a) giữa đầu mũi kim trái và mặt trên tấm kim khi kim ở vị trí cao nhất.
1. Nâng trụ kim lên vị trí cao nhất bằng cách quay pulley máy (3)
2. Điều chỉnh, tháo ốc nắp (1), nới lỏng vít 92) rồi di chuyển trị kim lên xuống tùy theo yêu cầu.
Sau khi điều chỉnh điều này, bảo đảm là tất cả các kim đều đi qua tâm lỗ tấm kim và khoảng cách (b) là đều nhau. Khi trụ kim ở vị trí cao nhất thì dấu định vị P trên pulley máy phải ngang bằng với dấu điểm (A).
CHỈNH GÁ ĐỠ KIM
Gá đỡ kim (1) nên hoạt động sao cho khoảng cách giữa kim phải và đầu móc là 0 - 0,05mm khi đầu móc ở phía sau tâm kim phải. Đồng thời khoảng cách giữa kim giữa và đầu móc là 0 - 0,05mm khi đầu móc ở phía sau tâm kim giữa.
1. Điều chỉnh sao cho đường thẳng (A) của gá đỡ kim (1) thấp bằng 1/3 lỗ kim so với phần trên của lỗ kim phải khi kim ở vị trí thấp nhất. Để điều chỉnh, nới lỏng vít (2) và di chuyển gá (1) lên hoặc xuống.
2. Để đạt được khoảng cách 0 - 0,05mm ở trên, nới lỏng vít (3) và di chuyển gá (1) về sau hoặc ra trước.
CHỈNH CHIỀU CAO BÀN LỪA
Khi bàn lừa chính ( Cầu chính) ở vị trí cao nhất thì canh độ cao là 0.8 - 1.0mm. Hãy điều chỉnh cầu vi sai cho điểm B ngang bằng với điểm C ở cầu chính. Để điều chỉnh, nới lỏng vít (4) và (5), di chuyển bàn lừa lên hoặc xuống tùy theo yêu cầu.
CHỈNH ĐỘ NGHIÊNG BÀN LỪA
Khi bàn lừa lên tới vị trí cao nhất thì điều chỉnh tiêu chuẩn là đường thẳng (a) nối qua tất cả các răng cưa bàn lừa song song với mặt trên tấm kim. Để điều chỉnh. Tháo 3 vít (6) và nắp (7)
2. Tháo nắp đậy (8) và nới lỏng vít (9)
CHỈNH SỰ ĐỒNG BỘ CỦA CHUYỂN ĐỘNG TỪ TRÁI SANG PHẢI CỦA MÓC SO VỚI KIM
Trong sự liên quan giữa sự đồng bộ chuyển động từ trái sang phải của móc so với kim, hãy kiểm tra chắc chắn rằng khoảng cách giữa phần trên của lỗ kim trái và đầu móc khi móc ở lại tại vị trí bên phải của kim trái là bằng nhau cả khi móc chuyển động sang phải ( Móc ở phía trước kim) Xem hình minh họa. Để điều chỉnh
1. Tháo nắp trên
2. Nới lỏng 4 vít (8) quay pulleyy đầu máy (13) và thay đổi vị trí của bánh răng dây curoa mắc xích (14). Để móc chuyển động sớm hơn so với kim, thay đổi vị trí theo hướng dấu (+). Để móc chuyển động trễ hơn so với kim, thay đổi vị trí theo hướng dấu (-). Gá giữ móc ở vị trí xa nhất bên phải khi trụ kim ở vị trí thấp nhất. Sự điều chỉnh sự đồng bộ của chuyển động từ trái sang phải của móc so với kim có thể thay đổi khi điều chỉnh chuyển động sàng của móc. Trong trường hợp này, hãy điều chỉnh như trên.
CHỈNH ĐỘ NÂNG CHÂN VỊT
Điều chỉnh tiêu chuẩn xem trong bảng 7. Độ nâng chân vịt là khoảng cách (a) giữa chân vịt và tấm kim khi chân vịt được nâng lên. Để điều chỉnh
1. Quay pulley đầu máy và hạ bàn lừa xuống vị trí thấp nhất
2. Nới lỏng ốc hãm (2) và xiết ốc (3)
3. Hạ thấp cần (4) và nâng chân vịt (1) để chỉnh khoảng cách (a) cho máy của bạn.
4. Trong điều kiện ở trên, điều chỉnh ốc (3) sao cho đầu ốc chạm vào cần (4). Vặn ốc hãm (2) để khóa cị trí này
| Loại máy | Độ nâng chân vịt | độ nâng chân vịt |
| W562 - 01 | 2 Kim | 3 Kim |
| W562 - 02 | 6.3 | 5.0 |
| W562 - 03 | 6.3 | 5.0 |
| W562 - 04 | 6.3 | 5.0 |
| W562 - 05 | 5.3 | 5.0 |
| W562 - 06 | 5.3 | 5.0 |
| W562 - 07 | 5.3 | 5.0 |
THAY DAO TRÊN
1. Quay pulley đầu máy cho dao trên (7) lên vị trí cao nhất. Rồi thay dao mới. Canh dao trên (7) bằng vít (10) sao cho cạnh (a) của dao nằm phẳng trên gá giữ dao trên (17)
2. Quay pulley đầu máy cho dao trên (7) xuống vị trí thấp nhất. Hãy chắc chắn rằng 2 dao gối lên nhau gần 0.5mm
3. Đưa một sợi chỉ vào giữa 2 dao để kiểm tra xem dao cắt ngọt không
THAY DAO DƯỚI
1. Mở nắp hông. Nới lỏng vit (12) và thay dao dưới (11)
2. Đẩy gá giữ dao trên (17) sang bên phải. Đưa dao dưới (11) vào gá giữ dao dưới (13). Bảo đảm rằng cạnh sắc của dao dưới ngang bằng với mặt tấm kim
3. Đưa một sợi chỉ vào giữa 2 dao để kiểm tra xem dao cắt ngọt hay không
VỊ TRÍ GÁ, GIỮ DAO DƯỚI
Vị trí của gá giữ dao dưới (7) quyết định vị trí cắt của dao. Điều chỉnh vị trí gá giữ dao dưới sao cho cắt được phần vải thừa và vải được tra thun/ren một cách gọn gàng. Để điều chỉnh, nới lỏng vít (14), (19) và vặn vít chỉnh (15). Để di chuyển gá (13) sang trái, vặn vít chỉnh (15) ngược chiều kim đồng hồ.
Hãy điều chỉnh lại vị trí của gá dẫn hướng dao (16) ở trên chân vịt khi thực hiện việc điều chỉnh trên.
CHỈNH CHIỀU CAO CỦA GÁ GIỮ DAO TRÊN
Canh chiều dao của gá giữ dao trên (17) sao cho 2 dao gối lên nhau khoảng 0.5mm khi dao trên ở vị trí thấp nhất. Để điều chỉnh, nới lỏng vít (18) và di chuyển gá giữ dao trên (17) lên hoặc xuống theo yêu cầu khi dao trên ở vị trí thấp nhất.
DAO XÉN DƯỚI (FT140)
Dao xén vải dưới của máy W500 là loại dao xén liên tục. Dao chuyển động đồng bộ với bàn lừa. Dao xén phần vải thừa trong khi may vì vậy phần thân áo/quần và thun được cấp nhờ bộ cấp thun có thể sát gọn với nhau.
BÔI TRƠN
Trước khi sử dụng máy lần đầu tiên hay để lâu không dùng, hãy nhỏ dầu vào tay quay (1)
CHỈNH GÁ DẪN HƯỚNG VẢI
Gá dẫn hướng vải (2) bảo đảm khoảng cách cố định giữa biên vải và kim phải. Để điều chỉnh, nới lỏng vít (3) và xê dịch gá (2) sang phải hoặc trái tùy theo yêu cầu.
CHỈNH ĐỘ NGHIÊNG CHÂN VỊT
Chân vịt của máy W500-05 có thể chỉnh nghiêng. Điều chỉnh độ nghiêng tùy theo loại thun và vải được may. Để may thun dày, nghiêng phần trước của chân vịt lên trên. Thun có thể đẩy đi dễ dàng hơn dưới chân vịt. Để điều chỉnh, nới lỏng ốc hãm (5) và vặn vít (6)
CHỈNH CÁC GÁ DẪN HƯỚNG THUN
Lắp các gá dẫn hướng thun thích hợp tùy theo bề rộng bản thun.
1. Gá dẫn ở trên chân vịt
Canh gá dẫn (15) sao cho thun ở dưới chân vịt được đẩy đi đúng vị trí. Để điều chỉnh, nới lỏng vít (15) và di chuyển gá (16) sang trái hoặc sang phải tùy theo yêu cầu.
2. Gá dẫn (17) và (18)
Canh chỉnh gá (17) và (18) thẳng hàng gá dẫn (15). Để điều chỉnh, nới lỏng vít (19) và (20) và di chuyển gá (17) và (18) sang trái hoặc phải tùy theo yêu cầu.
3. Gá dẫn (21) và (22)
Canh chỉnh gá (21) và (22) sao cho thun chạy thẳng hàng trong gá dẫn (17) và (18). Để điều chỉnh, nới lỏng vít (23) và (24) và di chuyển gá dẫn (21) và (22) sang trái hoặc phải tùy theo yêu cầu.
CHỈNH ĐỘ CẤP THUN
Bộ điều tiết thun loại này có thể chỉnh 2 độ cấp thun.
1. Canh chỉnh tiêu chuẩn
Ở canh chỉnh thun tiêu chuẩn thì phạm vi độ cấp thun là 0,9 - 2,2mm cho mỗi mũi may. Để điều chỉnh, nới lỏng ốc hãm chuồn chuồn (27) và vặn ốc điều chỉnh (28) theo hướng dấu (+) để tăng độ cấp thun. Để giảm độ cấp thun, vặn ốc chỉnh (28) theo hướng dấu (-). Nếu không thể đạt được độ cấp thun thích hợp sau khi thực hiện các việc điều chỉnh ở trên thì nên ' Điều chỉnh lực ép" như được trình bày ở trang 21.
BỘ ĐIỀU TIẾT THUN (MD230)
Bộ điều tiết thun cấp thun hoặc ren một cách chính xác (Bề rộng thun/ren đến 40mm). Phạm vi độ cấp thun là 0,9 - 3,5mm trên một mũi may
CANH CHỈNH GÁ DẪN HƯỚNG THUN REN
Xem hình bên. Tháo vít (1) và lắp gá dẫn hướng thun ren (3) ( Liên tục từ (2) - (5))
BÔI TRƠN
Các khớp ly hợp và bạc đạn của bộ điều tiết thun đã được tra mở bò sẵn. Hãy giữ các bộ phận này luôn luôn đầy đủ mở bò.
BÔI TRƠN KHỚP LY HỢP
Canh dấu định vị (A) trên tay quay (6) và dấu định vị (A) trên ống bọc ngoài (7) thẳng hàng với dấu định vị (A) trên tấm (8). Tháo ốc (9) và tra mở bò vào. Tháo vít (10) và kiểm tra xem khớp ly hợp có còn mở bò hay không
BÔI TRƠN BẠC ĐẠN
Để bôi trơn bạc đạn, tháo ốc (11) và tra mở bò vào. Có thể kiểm tra lượng mỏ bò qua lỗ B.
CHỈNH GÁ DẪN HƯỚNG THUN REN DƯỚI
Chỉnh gá dẫn hướng thun ren dưới (12) càng gần kim càng tốt nhưng không được chạm cần đánh bông. Để điều chỉnh, nới lỏng vít (13) và vặn gá chặn (14)
CANH CHỈNH CỮ
Xem hình và canh chỉnh cữ (39) dùng cho máy W562 - 02(W542-02)
1. Lắp gá bắt cữ (36) vào nắp trước bằng vít (35).
2. Lắp gá giữ cữ (38) vào cữ (39) bằng vít (37)
3. Đưa cữ (39) vào gá bắt cữ (36). Canh chỉnh cữ (39) ở độ cao thích hợp bằng ốc (40).
THAY ĐỔI TỶ SỐ VI SAI LỚN NHẤT
W562-01,02,03,06,07
W542-01,02,03,06,07
Các loại máy có các mã số phụ như trên thường có tỷ số sai biệt cầu răng cưa thay đổi từ 1:0,5 - 1:1,3 (Loại tiêu chuẩn) đến 1:0,5 - 1:1,8 Xem hình. Nới lỏng vít (41) và mở rộng phạm vi di chuyển của cần chỉnh vi sai (42)
Nên sử dụng độ vi sai ( Chiều dài mũi may) thích hợp (Đúng) sao cho bàn lừa không va vào tấm kim khi thực hiện những việc điều chỉnh trên.
2. Canh chỉnh đặc biệt
Ở canh chỉnh đặc biệt, phạm vi cấp độ thun là 1.4 -3.5mm cho mỗi mũi may. Để thay đổi từ điều chỉnh tiêu chuẩn sang điều chỉnh đặc biệt.
1. Nới lỏng 2 ốc (2) ở bán lệch tâm (1)
2. Đưa khóa lục giác vào trong một trong 2 ốc (2) Vừa giữ bánh lệch tâm (1) cố định vừa quay pulley đầu máy (3) theo chiều kim đồng hồ cho đến khi nó dừng lại. Xiết chặt ốc (2) lại.
3. Nới lỏng ốc hãm chuồn chuồn (4) và vặn ốc điều chỉnh (5). Để tăng độ cấp thun, vặn (5) theo chiều dấu (+). Để giảm độ cấp thun, vặn (5) theo chiều dấu (-)
ĐIỀU CHỈNH LỰC ÉP
Điều chỉnh lực ép cho các loại thun khác nhau. Để thực hiện việc điều chỉnh này, nới lỏng ốc hãm (7) và vặn điều chỉnh (8) theo chiều dấu (+) hoặc dấu (-) tùy theo yêu cầu. Để tăng lực ép vặn ốc (8) theo chiều dấu (+). Để giảm lực ép vặn ốc (8) theo chiều dấu (-).
GÁ DẪN HƯỚNG REN (LG210)
Gá dẫn hướng ren giúp điều khiển hướng đi của ren. Nếu ren chạy không đều, hãy xỏ ren qua nhiều chốt. Nếu ren chạy đều, xỏ ren qua ít chốt hơn.
CANH CHỈNH GÁ DẪN HƯỚNG REN
Tháo ốc vít (9) và canh chỉnh gá dẫn ren (10) - 34 theo thứ tự.
GIỚI THIỆU
Cuốn sách nhỏ này bao gồm những sự lưu ý về cách vận hành và bảo trì máy W500. Sách cũng rất hữu dụng cho bạn và giúp bạn trở nên quen thuộc với máy và sử dụng máy một cách tốt nhất.
BẢO TRÍ HẰNG NGÀY
Buổi sáng trước khi sử dụng
1. Kiểm tra xem kim có bị gãy hay bị cong hay không
2. Kiểm tra xem tất cả kim có được gắn đúng hay không.
3. Kiểm tra xem xỏ chỉ có đúng hay không
4. Kiểm tra xem có khoảng 30mm chỉ dư ở phía sau chân vịt hay không.
5. Kiểm tra xem vòi phun dầu ở cửa sổ báo dầu có bình thường hay không. Kiểm tra xem dầu có còn ở trong mực dầu yêu cầu hay không và các bộ phận cần châm dầu bằng tay có còn đủ dầu bôi trơn hay không.
Sau khi kết thúc công việc
1) Vệ sinh bụi và xơ vải vụn bám vào máy
2) Nếu máy có gì trục trặc hoặc không bình thường hãy báo ngay cho bộ phận kỹ thuật để điều chỉnh hoặc sửa chữa.
3) Nhớ đậy bao che đầu máy
VÌ SỰ AN TOÀN
1) Bảo đảm là đã lắp nắp đậy mô tơ
2) Hãy cẩn thận khi bạn đấu điện nguồn vào mô tơ đầu máy cũng như hãy kiểm tra máy trước khi bật công tắt máy.
3) Tắt máy ( Tắt điện mô tơ) bất kỳ khi nào bạn rời khỏi bàn làm việc
4) Tắt máy ( Tắt điện mô tơ) khi có sự cố điện
5) Bảo đảm là mô tơ đã dừng hẳn khi bạn vệ sinh hoặc kiểm tra máy.
6) Nhớ tắt điện và bảo đảm là mô tơ đã dừng hẳn khi bạn xỏ chỉ hoặc thay kim.
ĐỀ PHÒNG
1) Không được cho máy chạy quá tốc độ 4500 vòng/phút trong 4 tuần đầu tiên sử dụng máy.
2) Trước khi sử dụng máy lần đầu tiên hoặc máy để một vài tuần không sử dụng, hãy châm dầu bằng tay vào cá bộ phận di động.
3) Luôn luôn giữ mực dầu ở giữa 2 vạch đỏ trên cửa sổ báo mực dầu.
4) Thay dầu sau 4 tuần đầu sử dụng máy.
5) Hãy xỏ chỉ đúng như sơ đồ xỏ chỉ ở trang 7.
THƯỚC CANH CHỈNH SỰ ĐỒNG BỘ
Kết cấu đường may chịu ảnh hưởng rất nhiều của sự đồng bộ của máy. Để điều chỉnh sự đồng bộ dễ dàng và chính xác, hãy chọn mua bộ thước canh chỉnh sự đồng bộ ( Mã số phụ tùng 510-91) như là phần tự chọn
SỰ ĐIỀU CHỈNH CƠ BẢN CỦA MÁY W562-21
| Máy (Cự ly) | W562-021(356) | W562-21(364) |
| Chiều cao A kim trái (mm) | 9.3 | 8.8 |
| Canh móc B(mm) | 3.7 - 4.0 | 3.3 - 3.6 |
| Chiều cao C cần đánh bông (mm) | 9.7 - 10.2 | 9.7 - 10.2 |
| Chiều cao D cần đánh bông (mm) | 5.5 - 6 | 5.5 - 6 |
| Chiều cao E cần đánh bông (mm) | 18 - 18.5 | 18 - 18.5 |
| Chiều cao bàn lừa (mm) | 1.2 - 1.5 | 1.2 - 1.5 |
| Độ nâng chân vịt (mm) | 7.0 | 7.0 |
| Tốc độ cao nhất (v/p) | 5000 | 5000 |

Đồng phục áo thun có cổ
Giá: Liên hệ
Cơ sở sản xuất áo thun cổ trụ
Giá: Liên hệ
May áo thun cổ trụ theo yêu cầu
Giá: Liên hệ
Xưởng may áo thun cổ trụ
Giá: Liên hệ
Xưởng may áo thun cá sấu
Giá: Liên hệ
Xưởng sản xuất áo thun đồng phục
Giá: Liên hệ
CƠ SỞ MAY ÁO THUN CÁ SẤU
Giá: Liên hệ
CÔNG TY MAY ĐỒNG PHỤC
Giá: Liên hệ
CƠ SỞ SẢN XUẤT ÁO THUN ĐỒNG PHỤC
Giá: Liên hệ
Đặt in áo thun cá sấu
Giá: Liên hệ
May áo thun cổ tròn theo yêu cầu
Giá: Liên hệ
Bảng size chuẩn áo thun cổ trụ
Giá: Liên hệ
Cách may áo thun cổ tròn in logo
Giá: Liên hệ
Cách tra cổ áo thun
Giá: Liên hệ
Hướng dẫn cắt may áo cổ trụ
Giá: Liên hệ
Cách khâu vắt
Giá: Liên hệ
Bảng màu và chất liệu áo thun cổ tròn
Giá: Liên hệ
Bán áo thun tại Vĩnh Lộc
Giá: Liên hệ
May và cung cấp áo sơ mi nam giá rẻ
Giá: Liên hệ
Xưởng may áo sơ mi nam
Giá: Liên hệ
May áo sơ mi đồng phục
Giá: Liên hệ
Xưởng may áo thun cổ trụ
Giá: Liên hệ
Áo sơ mi trắng nữ hàng hiệu
Giá: Liên hệ
Cơ sở may áo thun đồng phục
Giá: Liên hệ
May gia công quần áo bảo hộ lao động
Giá: Liên hệ
Áo thun dồng phục gia huy
Giá: Liên hệ
Công ty may minh gia huy
Giá: Liên hệ
May Quần Áo Bảo Hộ Lao Động Tphcm
Giá: Liên hệ
Áo thun đồng phục có cổ
Giá: Liên hệ
Đồ Bảo Hộ Lao Động
Giá: Liên hệ
Xưởng may áo thun polo
Giá: Liên hệ